1.
Afspraken
Alvorens van
start te kunnen gaan moeten eerst essentiële afspraken gemaakt worden, die in
de verdere opbouw van de machine moeten gerespecteerd worden. Indien dit niet
gebeurt, komen er vroeg of laat problemen !
Deze afspraken
zijn ‘de standaard’ voor bijna alle CNC freesmachines.
Door deze
afspraken te respecteren, zullen we later de mogelijkheid hebben, om zonder
problemen bestanden en g-codes van allerhande programma’s te importeren, zoals Autocad,
Multisim, Protel, graveersoftwaren, enz…
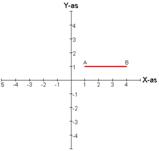
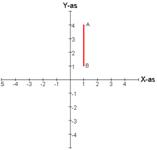
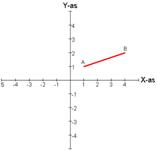
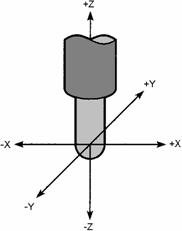
1.1. Het Assenstelsel
Het assenstelsel
is gebaseerd op ‘De rechterhandregel voor machine coördinaten’.
De handpalm
licht hierbij horizontaal, terwijl men met de neus voor de machine staat.
Men zegt gewoon
‘ X Y Z’ met de bijbehorende beweging.
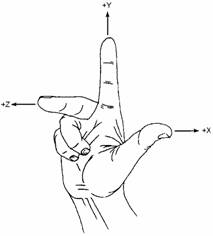
Let hier vooral op
de ‘+’.
De richting waarin
de vingertop wijst, bepaald de positieve bewegingsrichting van de AS.
Bewegen van de
vingertop weg, is een negatieve beweging!
Het is duidelijk; Als dit principe niet gerespecteerd word, dan
wordt het verdere ontwerp een puinhoop!
En dit vooral
bij het schrijven van software.
Dus vanaf nu
spreken we over MotorX , MotorY en MotorZ (en niet 1 , 2 en 3)
X-As Y-As Z-as
2.
Mechanische
constructie
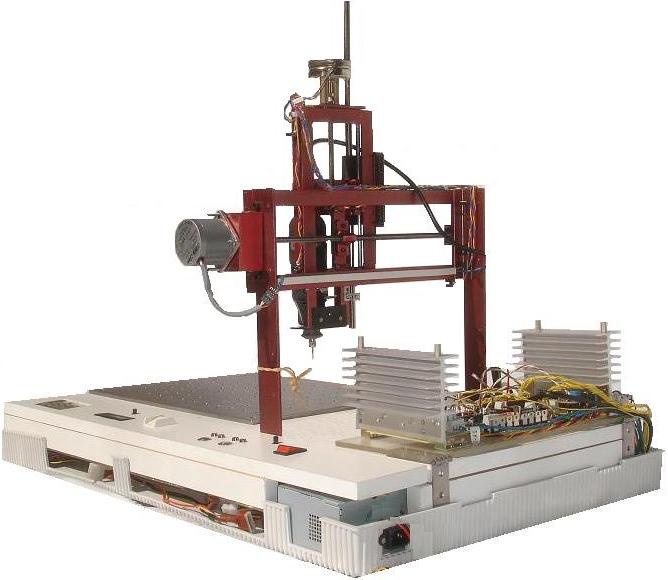
De mechanische
constructie licht ik even kort toe. Omdat het hier vooral om de aansturing en
het elektronische gaat.
 De schetsen, technische tekeningen + afmetingen, berekeningen
De schetsen, technische tekeningen + afmetingen, berekeningen
en constructievolgorde
zijn hier dus weg gelaten.
Echter kan de
elektronica niet zonder de mechanica, vandaar deze korte beschrijving.
Bedenkingen
vooraf;
In de meeste CNC
freesmachines staat de freeskop vast en beweegt de spanklem, meestal door
middel van een zwaluwstaartgeleiding.
Omdat mijn
ontwerp uiteraard geen gigantische machine ging worden, heb ik gekozen om de
freeskop te laten bewegen. Zo is er toch de mogelijk om redelijk zware gewichten
onder de frees te leggen. (Tevens is er dan de mogelijkheid om stukken onder de
freeskop te schuiven).
 Omdat het te frezen werkstuk niet moet meegetrokken worden, kan
alles lichter uitgevoerd worden.
Omdat het te frezen werkstuk niet moet meegetrokken worden, kan
alles lichter uitgevoerd worden.
Opm.:
Op het moment dat
deze foto is genomen, is de
machine nog niet helemaal klaar !
2.1.
Langsrichting
(X-as)

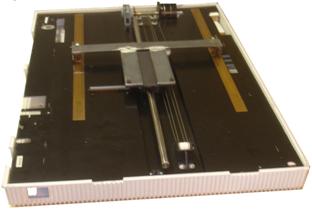
De
langsinrichting heb ik niet geheel zelf gemaakt. Deze komt uit een oude afgedankte
A3-scanner van Agfa. (Van het containerpark van onze school.)
Deze is volledig
uitgekleed, en een nieuw leven gegeven, al is het enkel maar het onderste
gedeelte dat ik ervan gebruikte. (voor de X-inrichting)
De grondplaat zag
er als volgt uit;



In het midden
een rond geslepen en ondersteunde as, waarop een meenemer geleidt die op een
ronde axiale geleider zit.
 De meenemer wordt meegetrokken door een snaar, de snaar wordt op
haar beurt getrokken door de stappenmotor. (zie rechtsachter op de figuur.)
Verder zitten aan de zijkant 2 koperen geleiders.
De meenemer wordt meegetrokken door een snaar, de snaar wordt op
haar beurt getrokken door de stappenmotor. (zie rechtsachter op de figuur.)
Verder zitten aan de zijkant 2 koperen geleiders.
Wat zelf bijgebouwd
is:
Op de meenemer
zit de volger die met kogellagers over de koperen geleiders rolt. (Zoals in de
figuur te zien)
Achteraf is dit
verstevigd met een bijkomende kogellager. Dit om de schokken die veroorzaakt
worden tijdens het omkeren van richting op te vangen.
Links en rechts
zijn hiertegen rechtopstaande profielen bevestigd. Deze vormen de brug naar de
Y-inrichting
Aan de
grondplaat is het volgende veranderd:
- De afmetingen, omdat deze in de PVC voet zou vallen
- Uitsparing voor wegwerken voeding
- Gaten voor montage en elektrische leidingen
- Versteviging tegen doorbuigen met twee houten balkjes
- Bevestigingsbeugels voor werkoppervlak
2.2.
Dwarsrichting (Y-as)

De dwarsrichting
bestaat zoals te zien op de figuur uit het volgende:
·
Een rechthoekig kaderment
Dit bestaat uit
4 aan elkaar gelaste L-profielen, waarin gaten voorzien zijn waar de assen is
passen.
·
2 assen
Afkomstig uit
twee printers van HP (690c)
·
1 draadstang
De draadstang is
op lengte gemaakt en afgedraaid op de maat van de kogellagers.
Eerst was het een gewone, maar omdat die roestte, heb ik ze vervangen door een
inoxen.
Omdat deze inox minder mee plooide, moet de uitlijning perfect zijn!
·
2 lagers
Dit zijn twee
kleine skf lagers van 6mm binnendoormeter, voorzien van een
lagerbeschermerkapje.
·
1 menemer.
Dit is een moer die is vastgelast op een plaatje. Zodat het plaatje vooruit
of achteruit zal draaien door de verdraaiing van de as.
·
2 geleibusjes die over de assen geleiden.
De geleibussen
zijn de insteekpinnetjes van automaten (steekzekeringen).

2.3.
Hoogterichting
(Z-as)
Op de dwarsrichting
zit de hoogterichtig. Deze bestaat uit het volgende:
·
Een rechthoekig kaderment.
Hierop zijn vier
moeren gelast van M10. Hierin zitten de koperen bussen van de zekeringen, die
voor een goede geleiding moeten zorgen.


De moeren zijn zoals
op de figuur te zien eerst op een metalen plaatje vastgespeet, en daarna terug
in lijn gezet om torsie te vermeiden (tijdens het lassen), en dan verder
vastgelast.
Als deze twee plaatjes
af waren, zijn ze met vijsjes(regeling mogelijk) vastgezet op het kaderment. Wanneer
de uitlijning goed was, zijn beide plaatjes op het kaderment vastgelast.
·
2 assen
De twee assen van
de hoogterichting zijn afkomstig van een oud faxtoestel (Container KdG) Om de
assen mooi uit te lijnen heb ik twee houten blokjes eerst los door geboord,
zodat de gaten in lijn lagen, vervolgens hierover de moeren geschoven, en
bijbehorende koperen geleibusjes.

Dan op de 4
moeren het meeneemplaatje vastgelast, hierdoor kan het geheel weer niet
wegtrekken tijdens het lassen, en ligt zeker alles in lijn.
·
2 lagers
Om de
schroefdraad van de Z-inrichting soepel te laten draaien.
·
Meenemer
Deze is
hierboven te zien op de figuur.



2.4.
Bevestiging
Frees
De freeskop is
een dremel, of een dremel compatibele machine.
Deze past in de meenemer die op de Z-slede zit.
Tevens heb ik de
freeskophouder voorzien van een stifthouder.
Het stiftje kan met 2 boutjes vastgezet worden.
2.5.
Bedieningspaneel
Met het
bedieningspaneel kan het volgende gedaan worden:
-
Bedienen van de 3 assen (zie ‘touch
switch’).
-
Aanzetten Freeskop (zie ‘one
touch switch’)
-
Kiezen tussen manuele en computergestuurde
bediening.
-
Aflezen statusinformatie (zie LCD)
-
Aanzetten optionele stofzuiger
-
Contrastregeling van het LCD scherm
-
Voedingsspanning aan/uit zetten

Opm: Op het
toetspaneel links (manuele jogcontrol) moet nog een stikker met pijlen geplakt
worden, zodat de onderliggende toetsen niet meer zichtbaar zijn.
2.6.
Spanplaat
 Met de Spanplaat kunnen werkstukken op de machine gespannen worden,
dit door middel van boutjes (M6)
Met de Spanplaat kunnen werkstukken op de machine gespannen worden,
dit door middel van boutjes (M6)
3.
De Stappenmotor
3.1.
Waarom een
Stappenmotor
Een stappenmotor
maakt stapjes, zoals de naam al deed vermoeden. Dit wil zeggen dat hij niet
tegen een constant toerental draait, zoals een gewone DC-motor, maar hij kan
dit echter wel.
Het voordeel van deze motor is dat hij een aantal stappen kan doorlopen. Zo
weten we precies wat de stand van de motor-as is.
 Doorgaans is een stappenmotor niet zo krachtig. (Met de hand tegen
te houden)
Doorgaans is een stappenmotor niet zo krachtig. (Met de hand tegen
te houden)
Stappenmotors zijn echter geen krachtpatsers.
De eisen die aan
dit soort motors worden gesteld zijn meestal niet om krachtig te zijn, maar om nauwkeurig
te zijn. Toch bestaan er grotere stappenmotoren die een koppel kunnen leveren
van meer dan 40Nm.
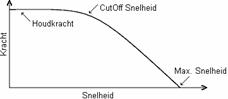
Let wel: Hoe
sneller een stappenmotor draait, hoe minder krachtig hij wordt!
Waar te vinden:
Stappenmotoren
zijn sowieso altijd te vinden in printers, faxapparaten, plotters,
kopieermachines, diskdrives, scanners, enz… Enkel het te leveren koppel kan
soms wel onvoldoende zijn om in andere toepassingen te gaan gebruiken…
De stappenmotors
die ik hier gebruikte zijn afkomstig van een A3scanner en een plotter.
Opm.: Een stappenmotor is geen
Servomotor, (Servo’s zijn hier niet besproken).
3.2.
Wat is één stap?
De Grootte van een stap hangt af van stappenmotor tot stappenmotor.
In de meeste gevallen is dit op de
kenplaat van de motor af te lezen.
Doorgaans zal één stap 1,5° à
1,8° zijn.
Het is echter mogelijk
om het aantal graden voor één stap nog eens te halveren dit noemt men “half
stepping”, maar daarover later meer.
3.3.
Soorten Stappenmotoren
Elke
stappenmotor werkt op gelijkspanning.
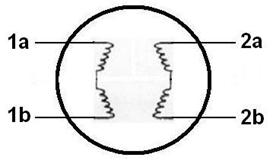
Er bestaan unipolaire en bipolaire stappenmotoren.
Komen er 5, 6 of
8 draden uit de stappenmotor, dan is het hoogstwaarschijnlijk een unipolaire
stappenmotor. Bezit de motor vier draden dan is het een bipolaire stappenmotor.
Om te weten met welke
spoeldraad je te doen hebt is uitmeten nodig.
Dit wordt
duidelijk aan de hand van de figuren op de volgende blz.
Opm.: Koop je een nieuwe stappenmotor, dan vind je natuurlijk in
de datasheets van de motor de bijbehorende aansluitingen.
3.3.1.
Unipolaire
Stappenmotor
Het voordeel van een unipolaire
stappenmotor is dat hij eenvoudig aan te sturen is.
De middenaftakking
wordt permanent aan één kant van de voeding gehangen (+ of - klem). De vier
andere draden worden dan afwisselend wel of niet bekrachtigd. Het wordt al snel
duidelijk dat bij deze schakelwijze de motorwikkelingen niet erg efficiënt
gebruikt worden. Er is telkens maar ¼ de van de beschikbare motorspoel
bekrachtigd.
|
5
draden
|
6
draden
|
8
draden
|
|
|
|
|
Het is niet
altijd even duidelijk welke draad bij welke spoel hoort, of welke draad de
middenaftakking is. Dit kan gevonden worden door met de multimeter een
weerstandsmeting te doen op de draden. Plots zul je op één draad de halve ohmse
waarde meten dan op en andere draad, dan heb je de middenaftakking tepakken !
3.3.2.
Bipolaire
Stappenmotor
Bipolaire stappenmotoren
zijn efficiënter in het gebruik van de motorwikkelingen, maar moeilijker aan te
sturen dan unipolaire stappenmotoren. Hiervoor zijn twee zogenaamde H-bruggen
nodig “Dubbele H-brug” genaamd. (hierover verder meer)
|
4
draden
|
|
|
Bipolaire stappenmotoren bezitten 2 wikkelingen
zonder middenaftakking. Ze hebben dus 4 aansluitdraden.
De wikkelingen worden alternerend in beide
stroomzinnen bekrachtigd. De stroomzin moet omgekeerd worden tijdens de
werking. Dit vraagt dus een ingewikkeldere stuurprocedure. Tevens is er bij onoplettendheid
mogelijkheid tot kortsluiting!
Toch heb ik gekozen voor dit werkingprincipe, de sturing is
dan wel veel ingewikkelder, maar de efficiëntie van de motor (dus het koppel) gaat
omhoog, daar nu 1/2 de van de motorspoelen gebruikt wordt tijdens één stap. Een
goed koppel is in dit ontwerp zeker van belang!
Probleem: Mijn stappenmotoren komen uit recyclage van
andere(oudere/defecte) toestellen, ik had dus geen bipolaire stappenmotor ter
beschikking, ik heb er wel bipolaire van gemaakt (zie compatibiliteit).
3.3.3.
Compatibiliteit
Opgemerkt dient
te worden dat (buiten de ingewikkeldere sturing), de bipolaire motor qua opbouw
bijna identiek is aan de unipolaire. Enkel is de unipolaire voorzien van
middenaftakking.
Door kortsluiten
/ niet gebruiken van deze middenaftakking kan deze unipolaire motor bipolair
werken. => Op de niet gebruikte draden staat wel spanning, isoleren is
noodzakelijk !
DUS: Elke
Unipolaire motor kan Bipolair werken mits aanpassing wikkelingen.(Omgekeerd
niet)
4.
Stuurlogica
Aangezien er
twee soorten stappenmotoren bestaan, zijn er ook twee soorten stuurlogica. De
unipolaire stuurlogica en de bipolaire stuurlogica.
In mijn
toepassing gebruik ik de bipolaire stuurlogica, maar om deze goed te begrijpen
eerst even kort de unipolaire stuurlogica.
4.1.
Unipolaire
Stuurlogica
Zoals eerder
vermeld zijn unipolaire motors eenvoudiger te sturen dan bipolaire.
We nemen als
voorbeeld de volgende unipolaire motor:
|
Unipolair:
6draden 2x middenaftakking
|
|
|
6 draads
unipolaire motor met 2x middenaftakking
Draad 1 & 2
hangen we aan een kant van de voeding
Laat ons de min
klem nemen (GND dus).
Stel dat de
motorspoelen op 12v werken en dat 1a/1b/2a/2b verbonden zijn met de 12volt lijn
via 4 schakelaartjes.
Neem aan dat de
vier motorspoelen mooi onder een hoek van 90° verdeeld liggen rond de
motorkern. Dan moeten we achtereenvolgens afwisselend de 4 schakelaartjes
sluiten (telkens één gesloten de overige drie open.)
Waarheidstabel;
|
Stap
|
1a
|
1b
|
2b
|
2a
|
|
1
|
Toe
|
Open
|
0pen
|
Open
|
|
2
|
Open
|
Toe
|
Open
|
Open
|
|
3
|
Open
|
Open
|
Toe
|
Open
|
|
4
|
Open
|
Open
|
Open
|
Toe
|
|
1
|
Toe
|
Open
|
Open
|
Open
|
|
2
|
Open
|
Toe
|
Open
|
Open
|
|
3
|
Open
|
Open
|
Toe
|
Open
|
|
4
|
Open
|
Open
|
Open
|
Toe
|
Wordt deze
logica gerespecteerd, dan zal de stappenmotor mooi in één richting draaien.
Moest de motor
een beetje schokkerig draaien, dan zal waarschijnlijk een van de aansluitdraden
verwisseld zijn.
Het is duidelijk
wanneer alle schakelaars bediend worden alle spoelen bekrachtigd zijn. Nu zal
de motor onbeweeglijk vast zitten, dit kan in sommige gevallen nodig zijn.
Door één spoel
lang te bekrachtigen zal de motor ook vast komen te staan, maar niet zo vast
als met vier spoelen.
Als alle
schakelaars open zijn, zal de motor-as los staan.
Even ter
verduidelijking, de as zal dan volgende standen doorlopen:
|
Stap 1
|
Stap 2
|
Stap 3
|
Stap 4
|
Stap 5
|
|

|
|

|
|

|
Een andere
asverdraaiing kan verkregen worden door de schakelaars anders te bedienen.
Stap naar links
opschuiven of stap naar rechts opschuiven, maar altijd via aangrenzende stappen.
In
stuurtoepassingen is het uiteraard niet mogelijk om de schakelaartjes met de
hand te bedienen. Daarvoor zal een elektronische sturing moeten gemaakt worden,
meestal op een PCB’tje (Printed Circuit Board). Het PCB zal dan op zijn beurt via
een microcontroller gestuurd worden.
Vervolgens
zitten we dan niet meer met schakelaars, maar met digitale (binaire) logica.
Stel: 1 =
Schakelaar Toe
0 =
Schakelaar Open
Dan krijgen we volgende
waarheidstabel:
|
Stap
|
1a
|
1b
|
2b
|
2a
|
|
1
|
1
|
0
|
0
|
0
|
|
2
|
0
|
1
|
0
|
0
|
|
3
|
0
|
0
|
1
|
0
|
|
4
|
0
|
0
|
0
|
1
|
Deze volgorde dient
dan opgenomen te worden in de microcontroller.
Nu buiten de
Normale Stap is het ook nog mogelijk om halve stapjes te nemen. De “half step”
is de kleinst mogelijke stap.
|
Stap
|
1a
|
1b
|
2b
|
2a
|
|
1
|
1
|
0
|
0
|
0
|
|
2
|
1
|
1
|
0
|
0
|
|
3
|
0
|
1
|
0
|
0
|
|
4
|
0
|
1
|
1
|
0
|
|
5
|
0
|
0
|
1
|
0
|
|
6
|
0
|
0
|
1
|
1
|
|
7
|
0
|
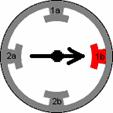
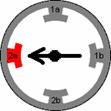
0
|
0
|
1
|
|
8
|
1
|
0
|
0
|
1
|
Het verdere
principe blijft hetzelfde, maar nu zal er voor dezelfde asverdraaing te bekomen
het dubbel aantal stappen moeten doorlopen worden.
4.2.
Bipolaire
Stuurlogica
In tegenstelling
tot unipolaire motoren zijn bipolaire motoren dus moeilijker aan te sturen.
Bipolaire
motoren zijn gekend voor hun betere krachtverhouding tot dezelfde motorgrootte.
Het probleem is
echter dat de stroomzin dient geïnverteerd te worden tijdens zijn werking.
Ze hebben echter
hetzelfde werkingsdiagram(waarheidstabel) als de unipolaire stappenmotor.
Let wel; Nu kan
niet meer gesproken worden van schakelaars die open of toe gaan (binair 0/1),
maar we moeten hier werken met polariteiten.
|
Bipolair:
4 draden
|
|
|
|
Stap
|
1a
|
2a
|
1b
|
2b
|
|
1
|
+
|
-
|
-
|
-
|
|
2
|
-
|
+
|
-
|
-
|
|
3
|
-
|
-
|
+
|
-
|
|
4
|
-
|
-
|
-
|
+
|
Praktisch is dit
te realiseren met een zogenaamde “dubbele H-brug”.
Omdat ik dit
principe (dubbele H-brug) bij mijn 3 motorschakelingen gebruik, wordt het volgende hoofdstuk
volledig gewijd aan de “H-brug”
5.
De H-brug
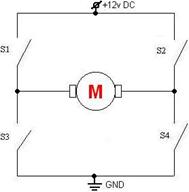
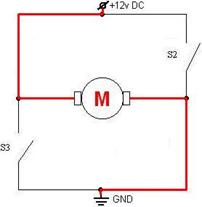
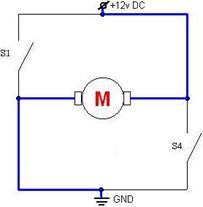
De H- brug heeft
de vorm van een “H” en bezit vier schakelaars. Hiermee is het mogelijk om de
stroom in één motorspoel om te keren. Omdat een bipolaire stappenmotor niet één
spoel heeft, maar 2, moeten we de H-brug dubbel uit voeren!
5.1.
 Werking H-brug
Werking H-brug
Omdat het
werkingsprincipe van de H-brug eenvoudiger uit te leggen is aan de hand van één
motorspoel (met dus ook één H-brug) zullen we er even vanuit gaan dat een DC
motor dient gestuurd te worden. (Gelijkspanningsmotor met één spoel)
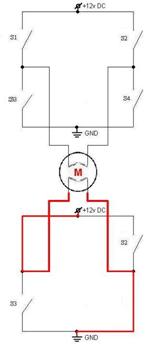
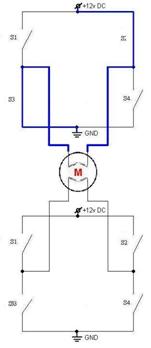
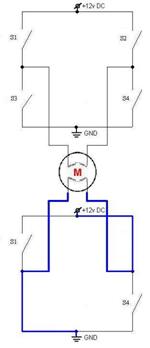
Als we de motor(M) willen laten draaien moeten we de schakelaars ( S1
& S4 ) gesloten worden. Willen we de motor de andere kant op laten draaien,
dan dienen we schakelaars ( S2 & S3 ) te sluiten. Het is duidelijk dat de
schakelaars altijd paarsgewijs dienen bekrachtigd te worden.
|
Ene
kant op draaien
|
Andere
kant op draaien
|
|
|
|
Zoals te zien in
bovenstaande figuren zal de motor de ene keer linksom draaien, de andere keer
rechtsom draaien. Wanneer alle schakelaars open staan zal de motor tot
stilstand komen.
Let op: Het is dus zeker niet toegestaan schakelaars S1 & S3 samen
te sluiten, of schakelaars S2 & S4 samen te sluiten, indien dit wel
gebeurd zal de zekering getest worden ;-)
Waarheidstabel;
|
S1
|
S2
|
S3
|
S4
|
Functie
|
|
Open
|
Open
|
Open
|
Open
|
Niets
|
|
Toe
|
Open
|
Open
|
Toe
|
Motor draait ene kant op
|
|
Open
|
Toe
|
Toe
|
Open
|
Motor draait andere kant op
|
|
Toe
|
Open
|
Toe
|
Open
|
Zekeringtest
|
|
Open
|
Toe
|
Open
|
Toe
|
Zekeringtest
|
|
Toe
|
Toe
|
Toe
|
Toe
|
Zekeringtest
|
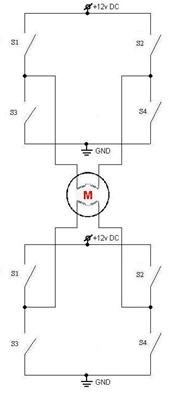
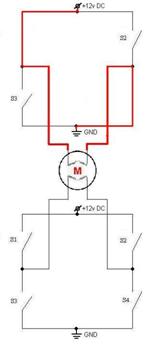
5.2.
Dubbele H-brug
Aangezien er in
een bipolaire stappenmotor twee motorspoelen zitten, zullen we de H-brug twee
keer moeten uitvoeren. Deze moeten volgens een bepaald patroon aangestuurd worden.
Waarheidstabel:
|
Functie
|
S1
|
S2
|
S3
|
S4
|
S1’
|
S2’
|
S3’
|
S4’
|
|
niets
|
Open
|
Open
|
Open
|
Open
|
Open
|
Open
|
Open
|
Open
|
|
Stap 1
|
Toe
|
Open
|
Open
|
Toe
|
Open
|
Open
|
Open
|
Open
|
|
Stap 2
|
Open
|
Open
|
Open
|
Open
|
Toe
|
Open
|
Open
|
Toe
|
|
Stap 3
|
Open
|
Toe
|
Toe
|
Open
|
Open
|
Open
|
Open
|
Open
|
|
Stap 4
|
Open
|
Open
|
Open
|
Open
|
Open
|
Toe
|
Toe
|
Open
|
Tevens hier weer
op te letten voor kortsluitingen !
Zoals te zien in
de waarheidstabel wordt de logica voor één motor al wat complexer, nog niet
gesproken dat er met elektronische componenten wordt gewerkt i.p.v. met
schakelaars met elektronische componenten gaan werken, die of positieve of
negatieve logica zullen hebben, waarover later meer…
Daarom brengen
fabrikanten driver IC’s op de markt, die de gehele logica voor zich nemen, het
enige wat de programmeur dan moet ingeven is; - de klok (Step/Clk)
-
de richting (DIR)
- Aan/Uit (Enable)
Een IC(Integrated
Cirquit) maakt het aansturen van een stappenmotor een stuk eenvoudiger.
Zo’n volledige
driver IC heb ik voor één motor gebruikt; die van de X-richting.
De overige twee
motoren zijn zelf gestuurd.
|
Fase
1
|
Fase
2
|
Fase
3
|
Fase
4
|
|
|
|
|
|
6.
De gebruikte
motorsturingen (voor mijn ontwerp)
Voor de
graveermachine waren 3 stappenmotoren nodig (XYZ), dus ook drie motorsturingen.
Ze zijn alle drie
gestuurd volgens het principe van de “dubbele H-brug”. Om niet drie keer
dezelfde schakeling te hebben, heb ik ze op verschillende manieren ontworpen. Elke
manier heeft zijn eigen complexiteit, voor- en nadelen. (zie verder)
6.1.
Motorsturing
Langsrinchting (X-as)
Voor mijn eerste
motorsturing heb ik het niet al te moeilijk gemaakt. Ik heb gezocht naar een
geschikte driver IC en een geschikte H-brug IC. Deze twee logische bouwstenen
vormen samen een stappenmotordriver.
Aan deze stappenmotordriver
moeten dus 3 variabelen doorgestuurd worden:
·
CLK (Stap pulsen van de motor)
·
DIR (Draairichting van de motor)
·
EN (Aan / Uit van de motor )
|
L297 Stappenmotor Controller
|
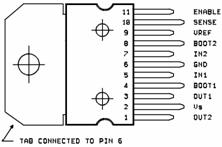
L6203
Dmos H-Bridge (2x nodig)
|
|

|
|
Het inwendige
schema van de L6203 ziet er als volgt uit (dit zal verder toegelicht worden)
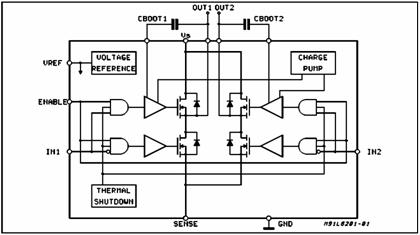
Deze IC heeft
tevens volgende mogelijkheden:
·
unipolair / bipolair
·
normal stepping
·
wave stepping
6.1.1.
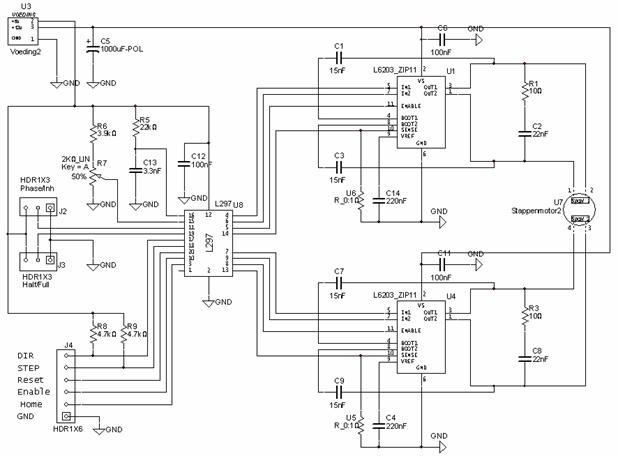
Het schema
Het schema is opgebouwd
volgens de regels van de driver(L297) en de H-brug(L6203)
Deze staan
uitgewerkt in hun datasheets. (zie bijlagen op CD)
|
Schema
(opgebouwd in Multisim)
|
|
|
|
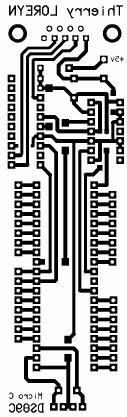
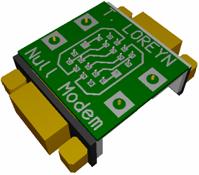
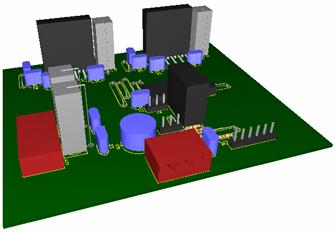
3D
design van de Printplaat (zonder koelvin)
|
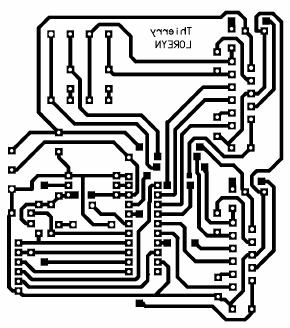
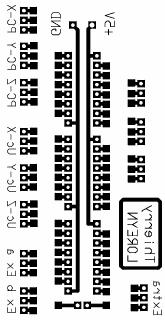
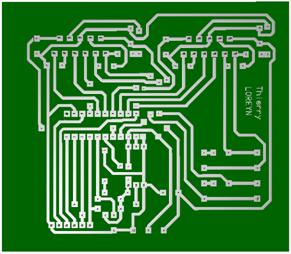
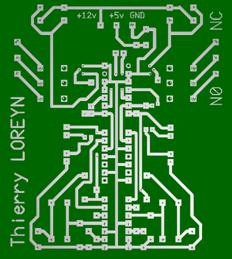
Achterkant
van de Printplaat
|
|
|
|
6.1.2.
De print(PCB)
6.1.3.
Gebruikte
componenten
In het schema
zijn volgende componenten gebruikt:
|
Component
|
Waarde
|
Aantal
|
|
prijs/stuk
|
totaal
|
|
weerstand
|
Ω
|
2
|
|
€ 0,60
|
€ 1,20
|
|
weertand
|
100Ω
|
2
|
€ 0,60
|
€ 1,20
|
|
weerstand
|
3K9
|
1
|
€ 0,10
|
€ 0,10
|
|
weertand
|
4K7
|
2
|
€ 0,10
|
€ 0,20
|
|
weerstand
|
22k
|
1
|
€ 0,10
|
€ 0,10
|
|
trimpot
|
2K
|
1
|
€ 0,35
|
€ 0,35
|
|
condensator
|
3,3nF
|
1
|
€ 0,15
|
€ 0,15
|
|
condensator
|
15nF
|
4
|
€ 0,15
|
€ 0,60
|
|
condensator
|
22nF
|
2
|
€ 0,15
|
€ 0,30
|
|
condensator
|
100nF
|
3
|
€ 0,15
|
€ 0,45
|
|
condensator
|
220nF
|
2
|
€ 0,25
|
€ 0,50
|
|
condensator
|
1000µF
|
2
|
€ 1,00
|
€ 1,00
|
|
controller IC
|
L297
|
1
|
€ 6,75
|
€ 6,75
|
|
IC voetje
|
20 pins
|
1
|
€ 0,50
|
€ 0,50
|
|
H-bridge
|
L6203
|
2
|
€ 10,75
|
€ 21,50
|
|
header
|
3pins
|
2
|
€ 2,50
|
€ 3,00
|
|
header
|
6pins
|
1
|
€ 2,50
|
€ 2,50
|
|
kroonsteen
|
2pins
|
2
|
€ 0,65
|
€ 1,30
|
|
kroonsteen
|
3pins
|
1
|
€ 0,75
|
€ 0,75
|
|
moertjes
|
M3
|
2
|
€ 0,05
|
€ 0,10
|
|
boutjes
|
M3
|
2
|
€ 0,05
|
€ 0,10
|
|
isolatieringetjes
|
M3
|
2
|
€ 0,15
|
€ 0,30
|
|
isolatieblaadjes
|
|
2
|
|
€ 2,50
|
|
printplaatje
|
EZ
|
|
|
|
|
Koelvin
|
|
1
|
€ 15,00
|
€ 15,00
|
Sub Totaal = € 60,45
Printplaatmateriaal wordt op einde gerekend
6.2.
Motorsturing
Dwarsrichting (Y-as)
Deze sturing is
opgebouwd in twee stukken: H-Brug PCBx en Logica PCBx
6.2.1.
H-brug PCBy
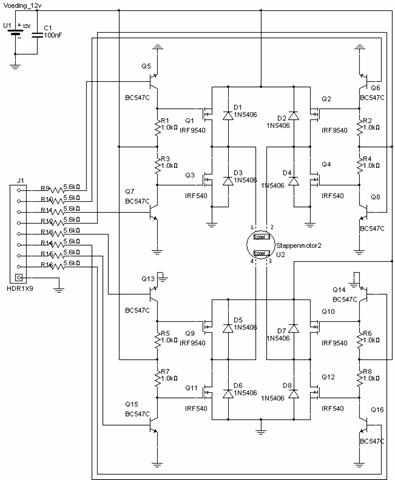
Deze sturing (met
dubbele H-brug) is ontworpen zoals te zien in onderstaand schema.
Het schema is
opgebouwd met discrete componenten. Dit wil zeggen dat niet alles in een
behuizing zit, maar elk onderdeeltje één component is. In dit geval mosfet’s.
6.2.1.1.
Het schema
|
Schema
(opgebouwd in Multisim)
|
|
|
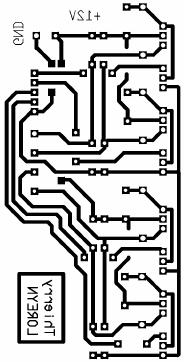
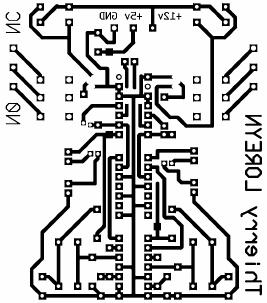
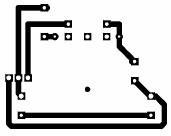
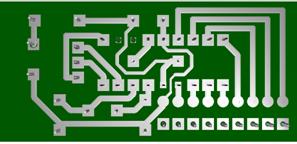
6.2.1.2.
De print
|
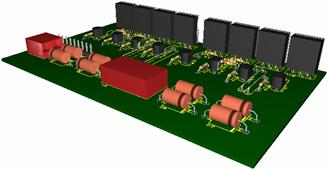
3D
design van de Printplaat
|
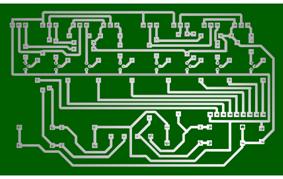
Achterkant
van de Printplaat
|
|
|
|
6.2.1.3.
Uitleg Schema
Om het schema (de
H-brug met mosfets) te kunnen verstaan, beschrijf ik eerst even kort de basis
kenmerken van mosfets zonder hierover in detail te gaan. Daarna zal het schema
duidelijk worden.
De mosfet is een
spanningsgestuurde component (in tegenstelling tot de transistor). Door een
bepaalde spanning op zijn gate(stuurpoort) aan te leggen, zal er een
kortsluiting gevormd worden tussen de Drain en de Source. Er bestaan twee
soorten mosfets, namelijk N-channel mosfets en P-chanel mosfets. Beiden zijn in
het schema gebruikt.
6.2.1.3.1.
N-channel MOS
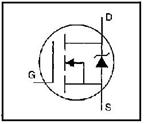
De N-channel
mosfet in de figuur hiernaast (IRF540) bezit positieve logica.
Dwz.: Als er een spanning op zijn gate wordt aangelegd, zal
er een kortsluiting ontstaan tussen D en S.
Als er geen spanning wordt aangelegd op de gate, zal er geen kortsluiting
zijn.
6.2.1.3.2.
P-channel MOS
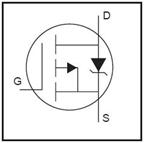
De P-channel
mosfet in de figuur hiernaast (IRF9540N) is net het omgekeerde van de N-channel.
Maw. negatieve logica.
Dwz.: Als
er een spanning op zijn gate wordt aangelegd, zal er geen
kortsluiting ontstaan tussen D en S.
Als er geen spanning wordt aangelegd op de gate zal er wel een
kortsluiting ontstaan tussen D en S.
6.2.1.3.3.
Logica met mosfets
Als we nu terug
onze dubbele H-brug erbij halen, en de schakelaars vervangen door mosfets.
Dan zal de
schakellogica veranderd worden door de P-channel mosfet, hiermee dienen we
rekening te houden bij het aansturen of we zullen talloze zekeringetjes gaan
testen.
6.2.1.3.4.
Probleem
mosfetsturing
Met al het
voorgaande in gedachte te hebben begon ik vol enthousiasme aan mijn eerste zelf
gemaakte H-brug schakeling. Eens de schakeling klaar stond op het breadboard
kon ik deze gaan testen. De eerste test was met één enkele H-brug en
DC-motortje op 12volt. Als dit motortje door gepaste gatesturing linksom en
rechtsom kon draaien, dan zou de eerste H-brug klaar zijn.
Ik kwam echter
tot vaststelling dat ik mijn mosfets(gates) niet zomaar kon aansturen vanuit de
microcontroller (0 en 5volt). Het was nodig de gates van de mosfets aan te
sturen met 12 volt.
Ik moest mijn
logische signalen van de microcontroller dus gaan aanpassen (van 5v naar12v)
dit door middel van een transistorschakeling voor elke mosfet zodat deze op 12v
kon gestuurd worden.
Natuurlijk door de
logica door de transistorschakelingetjes weer beïnvloed. (zie verder)
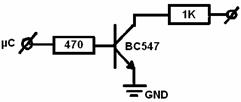
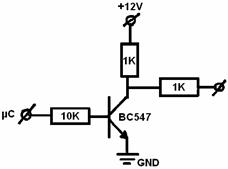
6.2.1.3.5.
NPN Transistor
als schakelaar
|
Transistorschakeling
die de gate van de Mosfets aanstuurt
|
|
|
Deze
transistorschakeling zal 8 keer uitgevoerd moeten worden, 1 keer per mosfet.
Opgelet: Door
deze transistor te gebruiken gaat de
logische aansturing veranderen.
Dit is negatieve / inverterende logica !
Dus als de microcontroller
5volt uitstuurt, dan zal er op de gate van de mosfet 0v komen te staan. Wanneer
de µC 0v uitstuurt, dan zal op de gate 12v komen te staan.
|
µC
binair
|
Gate
Mosfet
|
|
0
|
12v
|
|
1
|
0v
|
Hiermee moet dus
nogmaals rekening mee gehouden worden in de logica. Indien dit niet
gerespecteerd wordt, bestaat er de kans op kortsluiting. (H-brug)
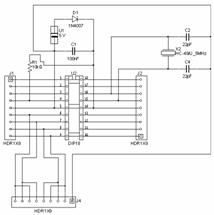
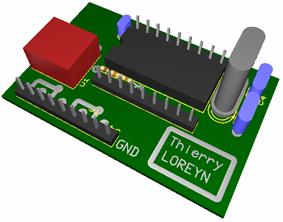
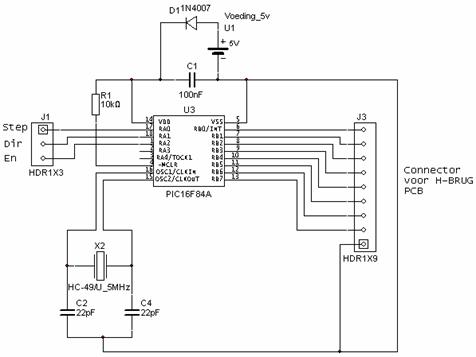
6.2.2.
Logica PCBy
Het is
ondertussen duidelijk dat er met al deze factoren rekening moet gehouden worden.
Om de logica van deze schakeling juist te laten verlopen heb ik bovenop de
printplaat een bijkomend printje voorzien met microcontroller (PIC16F84A) die
de logica voor zich neemt.
Dit zal nu
eenvoudig aangestuurd kunnen worden met Clk-, Dir-, En-signaal
6.2.2.1.
Schema van het
µC bordje
|
Schema
(opgebouwd in Multisim)
|
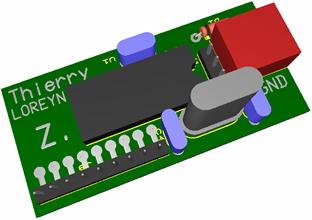
3D
model van het opzetprintje
|
|
|
|
6.2.2.2.
Programma voor
de µC(PIC16F84A) voor het logica bordje
|
Programma
geschreven in C met MPLAB & BKND Compiler
|
|
//#include
"16f84a.h"
//
***********************************************************************
//configword:
internal clock 4Mc, no WDT, BOD enabled...
#pragma
config &= 0x0000
#pragma
config |= 0x3FF2
//
***********************************************************************
long
Teller;
long
Teller2;
void
Disable() {
Teller++;
if
(Teller >= 30000)
{
Teller2++;
if (Teller2 >= 30000)
{
Teller = 0;
Teller2 = 0;
PORTB.0=0; PORTB.1=0; PORTB.2=0; PORTB.3=0;
}
}
}
void
main(void) {
OPTION_REG.7=1;
//disable pullups on PORTB
TRISA=0B11111111;
//all inputs pu
TRISB=0B11110000;
//only PORTB.0 & PORTB.1 & PORTB.2 & PORTB.3 is output
int
stand=1;
PORTB.0=0;
PORTB.1=0; PORTB.2=0; PORTB.3=0;
while(1)
{
//
opgelet hier dienen de linker en de rechter kant samen te werken
//
PORTA.0 =>> CLK
//
PORTA.1 =>> DIR
//
PORTA.2 =>> ENable
if
(PORTA.2==1) // ENable
{
while(PORTA.0==1);
//zolang aanhouden tot flank terug laag wordt
if
(PORTA.1==0) //DIR
{
stand--;
if
(stand == 0) stand = 4;
}
else
{
stand++;
if
(stand == 5) stand = 1;
}
if (stand == 1) { PORTB.0=0; PORTB.1=1; PORTB.2=0;
PORTB.3=0; }
if (stand == 2) { PORTB.0=0; PORTB.1=0; PORTB.2=0;
PORTB.3=1; }
if (stand == 3) { PORTB.0=1; PORTB.1=0; PORTB.2=0;
PORTB.3=0; }
if (stand == 4) { PORTB.0=0; PORTB.1=0; PORTB.2=1;
PORTB.3=0; }
while(PORTA.0==0)
//zolang aanhouden tot flank terug hoog wordt
{
Disable();
//Als de CLK flank niet meer hoog moest worden =>> en het duurt 9999
}
//Als ondertussen Enable uitvalt hier blijven staan
}
Teller = 0;
Teller2 = 0;
}
}
|
6.2.3.
Gebruikte
componenten
In het schema
zijn volgende componenten gebruikt:
Voor H-brug PCB
|
Component
|
Waarde
|
Aantal
|
|
prijs/stuk
|
totaal
|
|
transistor
|
BC547
|
8
|
|
€ 0,15
|
€ 1,20
|
|
weerstand
|
1kΩ
|
8
|
€ 0,10
|
€ 0,80
|
|
weerstand
|
5k6 Ω
|
8
|
€ 0,10
|
€ 0,80
|
|
diode
|
1N5406
|
8
|
€ 0,25
|
€ 2,00
|
|
P-channel mos
|
IRF 9540N
|
4
|
€ 2,00
|
€ 8,00
|
|
N-channel mos
|
IRF 540
|
4
|
€ 1,80
|
€ 7,20
|
|
header
|
9 pins
|
1
|
€ 2,50
|
€ 2,50
|
|
printkroonsteen
|
2 pins
|
1
|
€ 0,65
|
€ 0,65
|
|
printplaatje
|
EZ
|
1
|
|
|
Voor logica PCB
|
Component
|
Waarde
|
Aantal
|
|
prijs/stuk
|
totaal
|
|
weerstand
|
10kΩ
|
1
|
|
€ 0,10
|
€ 0,10
|
|
condensator
|
22pF
|
2
|
€ 0,15
|
€ 0,30
|
|
condensator
|
100nF
|
1
|
€ 0,15
|
€ 0,15
|
|
diode
|
1N4007
|
1
|
€ 0,12
|
€ 0,12
|
|
kristal
|
4MHz
|
1
|
€ 1,00
|
€ 1,00
|
|
IC Voetje
|
DIP18
|
1
|
€ 0,50
|
€ 0,50
|
|
µC
|
PIC16F841
|
1
|
€ 5,95
|
€ 5,95
|
|
header
|
9 pins
|
3
|
|
€ 2,50
|
|
printkroonsteen
|
2 pins
|
1
|
€ 0,65
|
€ 0,65
|
|
printplaat
|
DZ
|
|
|
|
Sub Totaal = € 34,42
Printplaatmateriaal wordt op einde gerekend
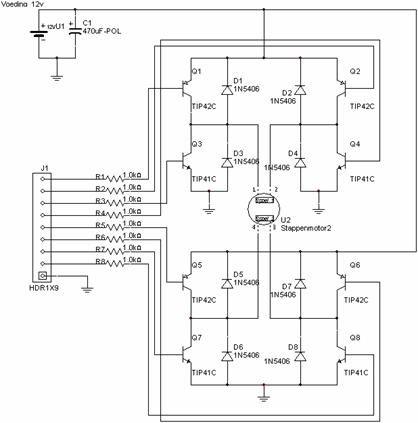
6.3.
Motorsturing
Hoogterichting (Z-as)
De 3de
en laatste motorsturing is opgebouwd met transistoren (ook in H-brug
transformatie).
Hiervoor
opteerde ik eerst om de logica rechtstreeks op te nemen in de hoofd-µC
(DSC89c450) en van hieruit ineens naar de transistorbasissen te gaan. Zodat
hiervoor geen aparte µC met schakellogica nodig is. Dus zonder dat deze Step /
Dir / En signalen krijgt.
Maar vanaf deze
ontwerpfase naar de toekomst gezien, brengt dat enkele problemen met zich mee,
daarom de volgende redenering:
“ Er zouden immers 8signaaldraden naar
de µC moeten lopen (één per transistor) dit betekend dat de hoofd-µC hieraan 8pinnen
zal moeten inleveren. Wetende dat onze hoofd-µC 32aansluitpinnen heeft. En we
er binnenkort nog wel wat gaan nodig hebben…(lichtsluizen, de 3motoren, de multiplexer,
handbediende stuursignalen, eventueel LCD...)
Die 8aansluitpinnen zijn inderdaad te reduceren tot
4aansluitpinnen door de samenwerkende paartjes samen te nemen. Maar; er komen
ook nog eens drie stuursignalen per motor vanuit de PC 3x( Step / Dir / En )
Om de motor te laten draaien met de software moet er
toch een Step/Dir/En ingang voorzien zijn. Dus er zal altijd een logica(µC)
nodig zijn om deze om te zetten naar gepaste stuursignalen voor de
transistoren.
Dan is er ook nog de optie om deze banen van de PC
naar de hoofd-µC te leggen, en dan vandaaruit met minstens 4aansluitdraden terug
te vertrekken. (3+4=7aansluitpinnen).
Kortom een betere oplossing is een aparte µC
gebruiken om I/0 van de Hoofd-µC te besparen. “
In dat geval
komt er dus terug een PCB’tje met logica op het H-brug PCB.
Dus de sturing
van de Z-AS is dus weer in twee stukken; H-Brug PCBz en
Logica PCBz
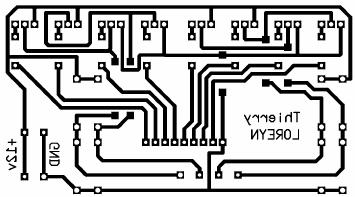
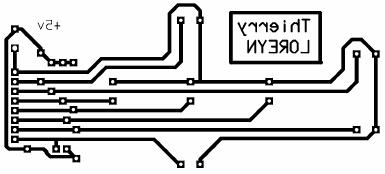
6.3.1.
H-brug PCBz
De Sturing
(dubbele H-brug) is ontworpen zoals te zien in onderstaand schema.
Deze is
opgebouwd met discrete componenten, in dit geval met transistoren.
6.3.1.1.
Het Schema
|
Schema
(opgebouwd in Multisim)
|
|
|
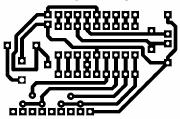
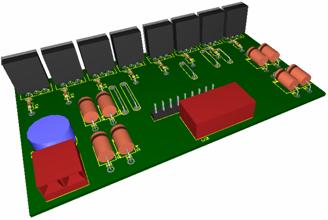
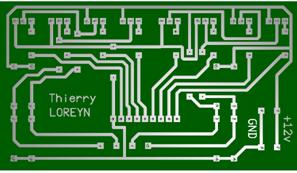
6.3.1.2.
De print
|
3D
design van de Printplaat (zonder koelvin)
|
Achterkant
van de Printplaat
|
|
|
|
6.3.1.3.
Uitleg Schema
Het schema van
de H-Brug voor de Z-AS is eigenlijk niet volledig, om dit te vervolledigen is
het volgende nodig:
1)
TIP127 & TIP110 vervangen door TIP42 &
TIP41
Daar de
transistoren die ik had liggen (TIP127 & TIP110) niet in het printontwerp
programma (Multisim 8.0) aanwezig waren maar wel de pincompatiebele TIP42 &
TIP41 heb ik deze genomen, zonder de componenten opnieuw te tekenen. Tijdens het
monteren moet daar wel rekening mee worden gehouden!
2)
Stuurtransistoren bijzetten.
Dit is een
vergetelheid. Na het ontwerp op breadboard, ben ik de stuurtransistoren vergeten
op te nemen in de printplaatlayout. De stuurtransistoren zijn noodzakelijk, ze
sturen de basisen aan van de schakeltransistoren. (deze ontbreken dus in het
schema).
Zonder de
schakeltransistoren aan te sturen met de stuurtransistoren werkt het PCB’tje
niet! (5v µC)
Omdat ik het bordje al geëtst, en de componenten
gemonteerd had, heb ik geopteerd om hiervoor geen nieuwe print te maken. Ik heb
dus de 8 stuurtransistoren en bijbehorende weerstanden op het bordje
bijgesoldeerd.
Dit moet in het
schema opgenomen worden in de plaats van elke 1Kweerstand !
|
Voorversterking
TIP 127
|
Voorversterking
TIP 110
|
|
|
|
6.3.2.
Logica PCBz
Om de
schakellogica ook hier juist te laten verlopen, is het H-brug PCB weer voorzien
van een µC met schakellogica. Dit bordje staat bovenop het H-brug PCB.
Dit is weer met
een PIC16F84A die de logica voor zich neemt.
De PIC is dan op
zijn beurt weer aan te sturen met ( Clk / Dir / En ).
6.3.2.1.
Logica van deze print
Om niet twee
keer hetzelfde Logica PCB’tje te hebben, heb ik voor de Z-driver gekozen om
elke transistor apart aan te sturen. (Geen samenwerkende koppeltjes.)
Het gevaar bij het
aansturen van elke transistor afzonderlijk is dat er kortsluiting kan ontstaan
tijdens het schrijven van verkeerde software.
Tijdens het
schrijven moet er rekening gehouden worden met de logica van de transistoren, omdat
de schakelaars kunnen geprogrammeerd worden in een kortsluiting!
6.3.2.2.
Schema van het µC bordje
|
Schema
(opgebouwd in Multisim)
|
|
|
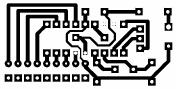
6.3.2.3.
Print van het µC bordje
|
3D
design van de Printplaat
|
Achterkant
van de Print
|
|
|
|
6.3.2.4.
Programma voor
de µC(PIC16F84A)
|
Programma
geschreven in C met MPLAB & BKND Compiler
|
|
//#include
"16f84a.h"
//
**************************************************************************
//configword:
internal clock 4Mc, no WDT, BOD enabled...
#pragma
config &= 0x0000
#pragma
config |= 0x3FF2
//
**************************************************************************
long
Teller;
long
Teller2; // werkt niet met int??? (toch niet in µC)
void
Disable() {
Teller++;
if
(Teller >= 30000)
{
Teller2++;
if (Teller2 >= 5000)
{
Teller = 0;
Teller2 = 0;
PORTB.7=1; PORTB.6=1; PORTB.5=0; PORTB.4=0; PORTB.3=1; PORTB.2=1; PORTB.1=0;
PORTB.0=0; //Alles af
}
}
}
void
main(void){
OPTION_REG.7=1;
//disable pullups on PORTB inputs
TRISA=0B11111111;
//all inputs pu
TRISB=0B00000000;
//PORTB.7 tot PORTB.0 is output
int
stand=1;
PORTB.7=1;
PORTB.6=1; PORTB.5=0; PORTB.4=0; PORTB.3=1; PORTB.2=1; PORTB.1=0; PORTB.0=0;
//Alles af
while(1){
//
opgelet hier dienen de linker en de rechter kant samen te werken
//
PORTA.0 =>> CLK
//
PORTA.1 =>> DIR
//
PORTA.2 =>> ENable
if
(PORTA.2==1) // ENable
{
while(PORTA.0==1);
//zolang aanhouden tot flank terug laag wordt
if
(PORTA.1==0) //DIR
{
stand--;
if
(stand == 0) stand = 4;
}
else
{
stand++;
if
(stand == 5) stand = 1;
}
if (stand == 1) { PORTB.7=1; PORTB.6=1; PORTB.5=0;
PORTB.4=0; PORTB.3=0; PORTB.2=1; PORTB.1=0;
PORTB.0=1; }
if (stand == 2) { PORTB.7=0; PORTB.6=1; PORTB.5=0;
PORTB.4=1; PORTB.3=1; PORTB.2=1; PORTB.1=0;
PORTB.0=0; }
if (stand == 3) { PORTB.7=1; PORTB.6=1; PORTB.5=0;
PORTB.4=0; PORTB.3=1; PORTB.2=0; PORTB.1=1;
PORTB.0=0; }
if (stand == 4) { PORTB.7=1; PORTB.6=0; PORTB.5=1;
PORTB.4=0; PORTB.3=1; PORTB.2=1; PORTB.1=0;
PORTB.0=0;
}
while(PORTA.0==0)
//zolang aanhouden tot flank terug hoog wordt
{
Disable();
//Als de CLK flank niet meer hoog moest worden =>> en het duurt 9999
}
//Als ondertussen Enable uitvalt hier blijven staan
}
Teller = 0;
Teller2 = 0;
}
}
|
6.3.3.
Gebruikte
Componenten
In het schema
zijn volgende componenten gebruikt voor de Hoogteinrichting:
Voor H-brug PCB
|
Component
|
Waarde
|
Aantal
|
|
prijs/stuk
|
totaal
|
|
weerstand
|
1k
|
8
|
|
€ 0,10
|
€ 0,80
|
|
condensator
|
470µF
|
1
|
€ 0,12
|
€ 0,12
|
|
diode
|
1N5406
|
8
|
€ 0,25
|
€ 2,00
|
|
transistor
|
TIP110
|
4
|
€ 0,50
|
€ 4,00
|
|
transistor
|
TIP127
|
4
|
€ 0,50
|
€ 4,00
|
|
header
|
9 pins
|
1
|
€ 2,50
|
€ 2,50
|
|
printkroonstekker
|
2pins
|
3
|
€ 0,65
|
€ 1,95
|
|
boutjes
|
M3
|
8
|
€ 0,05
|
€ 0,40
|
|
moertjes
|
M3
|
8
|
€ 0,05
|
€ 0,40
|
|
isolatiemica
|
|
8
|
|
€ 2,50
|
|
koelvin
|
|
1
|
€ 15,00
|
€ 15,00
|
|
isolatieringetjes
|
M3
|
8
|
€ 0,15
|
€ 1,50
|
|
printplaat
|
EZ
|
|
|
|
|
Voor logica PCB
|
Component
|
Waarde
|
Aantal
|
|
prijs/stuk
|
totaal
|
|
weerstand
|
10k
|
1
|
|
€ 0,10
|
€ 0,10
|
|
condensator
|
100nF
|
1
|
€ 0,15
|
€ 0,15
|
|
condensator
|
22pF
|
2
|
€ 0,15
|
€ 0,30
|
|
diode
|
1N4007
|
1
|
€ 0,12
|
€ 0,12
|
|
IC voetje
|
16pins
|
1
|
€ 0,45
|
€ 0,45
|
|
kristal
|
4MHz
|
1
|
€ 1,00
|
€ 1,00
|
|
µC
|
PIC16F84a
|
1
|
€ 5,95
|
€ 5,95
|
|
header
|
|
1
|
|
€ 2,50
|
|
printkroonsteen
|
2 pins
|
1
|
€ 0,65
|
€ 0,65
|
|
printplaat
|
DZ
|
|
|
|
Sub Totaal = € 49,59
Printplaatmateriaal wordt op einde gerekend
7.
LCD Scherm
7.1.
Wat is een LCD
Zonder onnodig
uitgebreid in detail te gaan, staat LCD voor Liquid Cristal Display.
Het schermpje
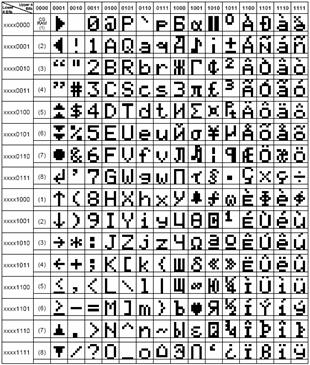
dat ik gebruik (uit een oude HP-Computer) bevat twee lijnen van 16 karakters
waar tekst in ASCII(American
Standard Code for Information Interchange) karakters op
kan weergegeven worden. (De ASCII
tabel is terug te vinden in de bijlage). Ook zit er een
backlight verlichting en een contrastregeling op.
(voor meer diepgang in LCD zie “LCD-beamer” Project
Engels bij Mvr. Lut Weltens)
7.2.
Aansturing
 Om iets op zo’n LCD schermpje te krijgen, zal het scherm pixel voor
pixel moeten aangestuurd worden. Hiervoor is het ook nodig om de exacte
locatie van elke pixel te kennen. Zo kunnen er dan, door in de buurt liggen de
pixels samen aan te zetten letters gemaakt worden. (zie figuur.)
Om iets op zo’n LCD schermpje te krijgen, zal het scherm pixel voor
pixel moeten aangestuurd worden. Hiervoor is het ook nodig om de exacte
locatie van elke pixel te kennen. Zo kunnen er dan, door in de buurt liggen de
pixels samen aan te zetten letters gemaakt worden. (zie figuur.)
Omdat dit een omslachtig werkje is, hebben
fabrikanten een “LCD Driver” chip op dit scherm geïmplementeerd.
7.3.
LCD driver
 Met deze chip gaat het aansturen van zo’n LCD scherm al aanzienlijk
eenvoudiger.
Met deze chip gaat het aansturen van zo’n LCD scherm al aanzienlijk
eenvoudiger.
Het ASCII teken
wordt nu naar de driver gestuurd. De comunicatie met de driver verloopt via een
DataBus en een ControleBus. De driver stuurt de pixels aan op voorgedefinieerde
wijze. (ASCII-patroon)
Let wel: Nu is er enkel nog maar de mogelijkheid om ASCII tekens
weer te geven, grafisch zelf figuren gaan tekenen kan niet meer met dit soort
LCD Driver!
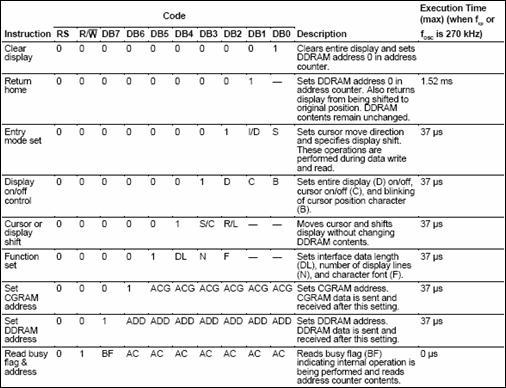
7.3.1.
Controlebus
De
controlesignalen zijn nodig zodat de ‘driver chip’ kan weten wat er juist moet gebeuren
met de gegevens die worden aangeboden via zijn databus. Hiervoor zijn 3
controlelijnen voorzien:
1) RS Register
Select Signal
2) R/W Read
/ Write Signal
3) E Enable
Signal
In onderstaande
tabel is te zien wat waarvoor dient;
|
RS
|
R/W
|
Operation
|
|
L
|
L
|
Instruction
Write Operation (MPU writes Instruction code into IR)
|
|
L
|
H
|
Read
Busty flag(DB7) and address counter (DB0 to DB6)
|
|
H
|
L
|
Data
Write operation (MPU writes data into DR)
|
|
H
|
H
|
Data
Read operation (MPU reads data from DR)
|
Zoals te zien in
de tabel is er ook de mogelijkheid om data van het scherm uit te lezen. Voor mijn
toepassing is dit niet nodig. Enkel Schrijven naar het LCD is hier nodig (R/W =
L)
Verder is er ook
nog het Enable signaal. Dit zal telkens de aangeboden info inklokken.
7.3.2.
Databus
De databus is
een parallelle bus. (DB7 tot DB0). Deze bus wordt zowel voor de instructiesignalen
als voor de datasignalen gebruikt. (Maar niet voor controlesignalen.)
7.3.2.1.
Werkmodi
De databus kan
in twee werkmodi werken: byte niveau of nibble niveau.
7.3.2.1.1.
Byte Niveau
Dit is de
eenvoudigste manier. Bij deze methode stuur je gewoon het nummer van het ASCII
teken decimaal naar de poort door.
Het werken op
byte niveau betekent dat er al zeker 8 I/O(Input/Output) poorten in gebruik zullen
zijn + controlesignalen. Het is duidelijk dat deze niet meer voorhanden zijn op
de µC omdat ze al in gebruik zijn voor de stappenmotoren en er later nog andere
dingen moeten aangesloten worden.
7.3.2.1.2.
Nibble niveau
Deze manier is
iets ingewikkelder. Hier moet het ASCII karakter in twee gesplitst worden,
zodat we twee keer 4 bits hebben. (Dus samen weer 8 bits)
7.3.2.2.
Instructiesignalen
7.3.2.3.
Datasignalen
De datasignalen
zijn de binaire ASCII tekens.
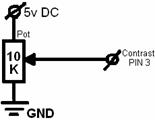
7.4.
 LCD contrast
LCD contrast
Om de
leesbaarheid van het scherm vanuit elke invalshoek mogelijk te maken, kan het
contrast ingesteld worden met een lineaire potentiometer
(Regelbare
weerstand).
Door aan het
staafje van de potmeter te draaien, zal de spanning aan de contrastpin variëren
tussen 0 en 5v DC.
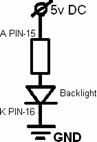
7.5.
LCD backlight
Het scherm bevat
ook een achtergrondverlichting, hierdoor is het mogelijk om het scherm in het
donker, of bij weinig licht af te lezen. De aansluitingen van de
achtergrondverlichting zijn te vergelijken met die van een diode of LED. (Anode
/ Kathode)
De
backlightverlichting heb ik niet voorzien om uit te zetten, en staat permanent
aan.
7.6.
LCD debuggen
Eens de routine(software)
voor het LCD scherm is geschreven (zie volgende bladzijde) kan het schermpje
dankbaar gebruikt worden voor de verdere realisatie van dit eindwerk!
Het schermpje
gebruiken om te debuggen*.
Vroeg of laat is
het tijdens het schrijven van een programma noodzakelijk om te controleren wat
het programma wel/niet doet. Een programma van de eerste keer zonder fouten
neerschrijven is echter een utopie…
(Vb: Wordt een if clausule al of niet uitgevoerd)
Dit kan dan door
het weergeven van tussentijdse meldingen of resultaten op het LCD scherm.
Zo kan dan
gedebugd worden.
*Zoeken van (fouten in) een lopend programma.
(De Bug(gen) eruit halen)
7.7.
Stuur programma
voor LCD scherm
Dit is een deel
code uit het hoofdprogramma “Graveerxx.c” dat nodig is voor de sturing van het
LCD scherm.
|
Programma
geschreven in C voor µC met Notepad & SDCC Compiler
|
|
void
Delay(long snelheid) {
long a;
for (a=0;a<snelheid;a++);
}
void
LCD_Enable() { //inklokken data
P1_3=1; Delay(2); P1_3=0; Delay(2);
}
void
Line(int LineNr) {
Delay(5);
P1_2=0;
if (LineNr==1) {
P1_7=1; P1_6=0; P1_5=0; P1_4=0; LCD_Enable();
P1_7=0; P1_6=0; P1_5=0; P1_4=0; LCD_Enable();
Delay(300);
}
if (LineNr==2) {
P1_7=1; P1_6=1; P1_5=0; P1_4=0; LCD_Enable();
P1_7=0; P1_6=0; P1_5=0; P1_4=0; LCD_Enable();
Delay(300);
}
P1_2=1; //terug in data mode
Delay(100); Delay(30000); Delay(30000);
}
void
Entry_Mode() {
P1_2=0;
P1_7=0; P1_6=0; P1_5=0; P1_4=0; LCD_Enable();
P1_7=0; P1_6=1; P1_5=1; P1_4=0; LCD_Enable();
}
void
OnOff_Control() {
Delay(1000);
P1_2=0;
P1_7=0; P1_6=0; P1_5=0; P1_4=0; LCD_Enable();
P1_7=1; P1_6=1; P1_5=1; P1_4=0; LCD_Enable();
}
void
Function_Set() {
P1_2=0;
P1_7=0; P1_6=0; P1_5=1; P1_4=0; LCD_Enable();
Delay(10000);
P1_7=0; P1_6=0; P1_5=1; P1_4=0; LCD_Enable();
P1_7=1; P1_6=0; P1_5=0; P1_4=0; LCD_Enable();
}
void
Clear_Display() {
Delay(100); //achteraf effe kijken of het nog wel gedaan wordt !
P1_2=0;
P1_7=0; P1_6=0; P1_5=0; P1_4=0; LCD_Enable();
P1_7=0; P1_6=0; P1_5=0; P1_4=1; LCD_Enable();
}
void
Lcd_Print_Char(char ASCII) { //ASCII = binair
int
twee=2; // om integerdeling te verkrijgen
LCDbit0 = ASCII % twee;
LCDbit1 = (ASCII / twee) % twee;
LCDbit2 = ((ASCII / twee) / twee) % twee;
LCDbit3 = (((ASCII / twee) / twee) / twee) % twee;
LCDbit4 = ((((ASCII / twee) / twee) / twee) / twee) % twee;
LCDbit5 = (((((ASCII / twee) / twee) / twee) / twee) / twee) % twee;
LCDbit6 = ((((((ASCII / twee) / twee) / twee) / twee) / twee) / twee) % twee;
LCDbit7 = (((((((ASCII / twee) / twee) / twee) / twee) / twee) / twee) /
twee) % twee;
P1_2=1;
Delay(50);
P1_7=LCDbit7;
P1_6=LCDbit6; P1_5=LCDbit5; P1_4=LCDbit4; LCD_Enable();
P1_7=LCDbit3;
P1_6=LCDbit2; P1_5=LCDbit1; P1_4=LCDbit0; LCD_Enable();
}
|
Met Lcd_Print_Char(’C’) kan dan een karakter naar het scherm geschreven worden, let wel de headerfiles.h , Declarering en de main() zijn hier niet
weergegeven.
8.
De
multiplexer
8.1.
Wat is een
multiplexer?
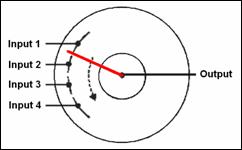
Een multiplexer,
of kortweg MUX, is te vergelijken met een ronddraaiende schakelaar die op een
rotor zit.
Op die manier
kan de schakelaar zijn gewenste stand kiezen. Op de figuur is een MUX afgebeeld
die zijn output aan één van de 4 inputs kan doorgeven.
Uiteraard is
zo’n MUX uitbreidbaar door meerdere contactpunten op de schijf te monteren.
8.2.
Toepassingsgebied.
Multiplexers
worden gebruikt om op het aantal aansluitpinnen en draadverbindingen naar de
verschillende componenten te beperken. Meestal leggen we één BUS aan waar alle
componenten parallel zijn op aangesloten. Elk component kan gegevens op de BUS
zetten of van de bus lezen. Dit gebeurt met een multiplexer. Deze zal de
gepaste gegevens op de BUS zetten. Met de selectie-ingang (keuzestand van de
schakelaar) kan men kiezen tussen de verschillende gegevens. Daarom wordt de
selectie-ingang ook wel de adresingang van de schakelaar genoemd.
In de
elektronica bestaat deze schakelaar uiteraard niet uit een ronddraaiende
schijf, maar uit logische poorten (AND / OR / NOT)
8.3.
Waarom een MUX?
De µC die ik
gebruik (DS89c450) bezit een I/O van 4x8byte, wat net voldoende is mits
doordacht om te gaan met de I/O. Daarom heb ik gekozen om de sturing van de
stappenmotoren over een gemultiplexte BUS te laten verlopen. Hierdoor bespaar
ik op I/O die later nog nodig is.
Met de MUX zal een
keuze kunnen gemaakt worden tussen de handmatige sturing (jog control vooraan
op de machine) en de sturing vanuit de PC.
8.4.
Selectingang
Voor de
selectingang van de MUX heb ik gekozen voor een mechanische schakelaar.
Eerst liep de
selectie tussen PC en touchpannel automatisch.Vanaf het moment dat je een toets
van de manuele sturing indrukte, nam de controle over.
Achteraf bleek
dit niet zo efficiënt, omdat er op een toets kon geduwd worden tijdens het
frezen. Hierdoor voert de machine de gekozen beweging uit. Dit kan nefast zijn
voor het freesje!
Daarom een tuimelschakelaar,
zodat er veilig kan gekozen worden tussen PC en manuele bediening.
8.5.
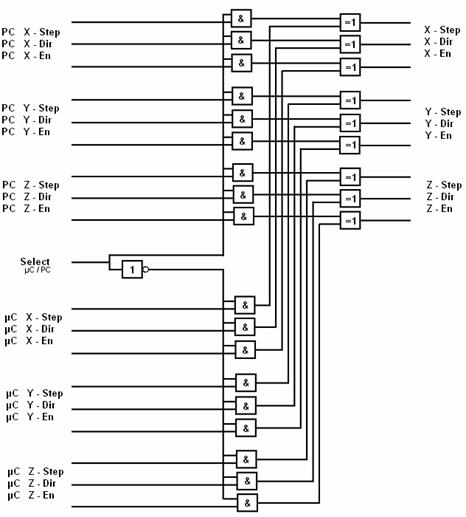
Schema van de
MUX
|
Schema
MUX met Logische AND / OF / NOT poorten
|
|
|
(Hierboven wordt
de AND poort gebruikt als schakelaar)
8.6.
MUX SN74LS157
8.6.1.
Bestaande MUX
Alhoewel het
relatief eenvoudig is om voorgaand schema met logische poorten op te bouwen heb
ik toch gekozen om een bestaande MUX te zoeken die voor mijn toepassing
geschikt was. Hierdoor valt de printafmeting kleiner uit en zijn er minder IC’s
nodig.
Tevens is er ook
minder poortvertraging (maar hier niet echt van toepassing).

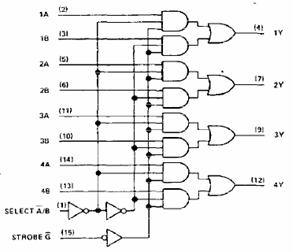
SN74LS157
Deze bezit zoals
op de tekening te zien 4 x een (2Line to 1Line MUX)
We hebben 9
(2Line naar 1Line MUX) nodig, we hebben dus zo’n drie IC’s nodig.
Van de 3de
IC schieten er dan nog drie ongebruikte lijnen over. Dit is overschot. Ze zijn
niet gebruikt maar wel naar buiten gebracht.
8.6.2.
Inwendig Schema
|
Inwendig
Schema SN74LS157 (3x nodig)
|
|
|
8.6.3.
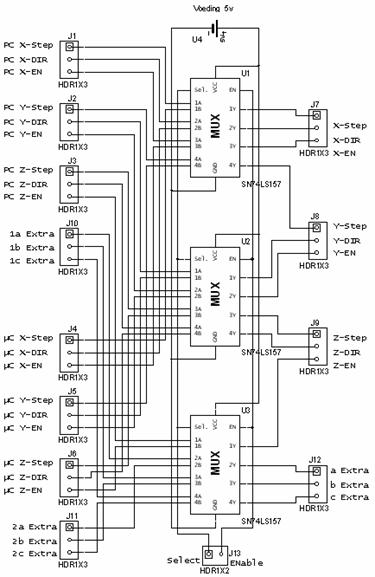
Het schema
|
Schema
(opgebouwd in Multisim)
|
|
|
8.6.4.
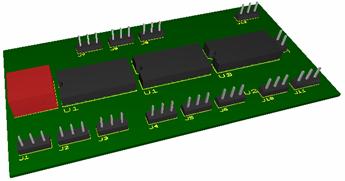
De print
|
3d
design van de Printplaat
|
|
|
8.6.5.
Gebruikte
componenten
|
Component
|
Waarde
|
Aantal
|
|
prijs/stuk
|
totaal
|
|
multiplexer
|
SN74LS157
|
3
|
|
€ 0,62
|
€ 1,86
|
|
IC voetje
|
16pins
|
3
|
€ 0,45
|
€ 1,35
|
|
header
|
2 pins
|
1
|
|
€ 2,50
|
|
header
|
3 pins
|
12
|
|
€ 2,50
|
|
printkroonstekker
|
2 pins
|
1
|
|
€ 0,65
|
|
printplaat
|
EZ
|
1
|
|
|
Sub Totaal = €
6,36
Printplaatmateriaal
wordt op einde gerekend
9.
 Bedieningspaneel
Bedieningspaneel
9.1.
Manuele
bedieningsprint
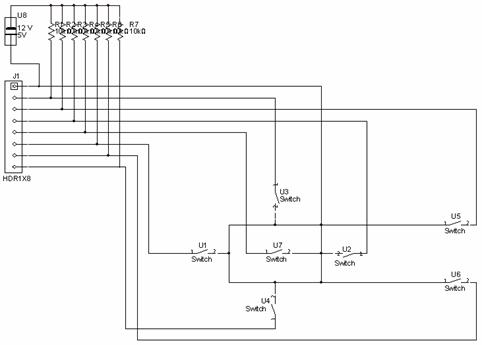
Dit printje
bevat 8 tact-schakelaars die via pull-up weerstanden verbonden zijn met de µC
(DS89c540). Hiermee kan handmatig, zonder tussenkomst van de software, naar een
gewenste positie gegaan worden. Eventueel kan dan vanuit die positie een fictief
nulpunt ingesteld worden.
9.1.1.
Het schema
|
Schema
(opgebouwd in Multisim)
|
|
|
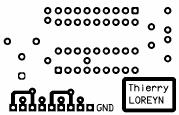
9.1.2.
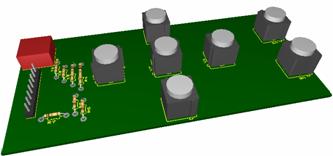
De print (PCB)
|
3D
design van de Printplaat
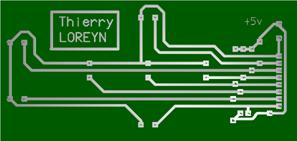
|
Achterkant
van de Printplaat
|
|
|
|
9.1.3.
Gebruikte
componenten
|
Component
|
Waarde
|
Aantal
|
|
print/stuk
|
totaal
|
|
weerstand
|
10k
|
7
|
|
€ 0,10
|
€, 0,70
|
|
tact schakelaar
|
2 pins
|
7
|
€ 0,25
|
€ 1,75
|
|
printplaat
|
EZ
|
1
|
|
|
Sub totaal = €
2,45 Printplaatmateriaal wordt op einde gerekend
9.2.
One-touch print
Met dit printje,
kan de boorkop(dremel) met één druktoets aan en uit gezet worden; met de eerste
druk aanzetten, met de tweede druk terug uit zetten. Dit wil zeggen dat er moet
bijgehouden worden in welke toestand de drukschakelaar zich bevindt (aan of
uit). Tevens kan ook de PC de bediening overnemen. De PC sturing heeft voorrang
op de manuele bediening omdat de frees niet zou kunnen stilgezet worden tijdens
het graveren.
De schakeling is
in tweevoud opgebouwd, zodat ook een optionele stofzuiger bediend kan worden.
9.2.1.
Opbouw
 De schakeling is opgebouwd rond een D-flipflop. Deze fungeert als
geheugenelement om de toestand van de schakelaar bij te houden.
De schakeling is opgebouwd rond een D-flipflop. Deze fungeert als
geheugenelement om de toestand van de schakelaar bij te houden.
De Not-poort zal
vermijden dat tijdens het aanzetten van de voedingspanning het relais aantrekt
en de boorkop/stofzuiger opspringt.
De of-poort
geeft de PC de mogelijkheid om de controle over te nemen.
Verder is het
printje voorzien van een groene en een blauwe LED; groen voor aan, rood voor
uit. De vermogensturing (230v AC) gebeurt door het relais).
9.2.2.
Werking flipflop
Een flipflop is ‘het’
basisgeheugen element dat één bit kan onthouden. In het geheugen van een
computer zitten er miljoenen. Zo kan men geheugens bekomen tot verscheidene
Mbytes.
9.2.2.1.
Mechanische analogie
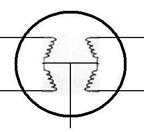
Met een
mechanische analogie is hieronder de werking van ‘het’ prilste geheugenelement
weegegeven. Als we een balletje in het buisje laten vallen, zal de “flipflop”
een logische toestand aannemen, in de elektronica is deze hoge en lage toestand
een 0 of 1.
Laten we daarna
nog een balletje vallen, dan zal de andere logische toestand worden aangenomen.
Dit is de basis van één geheugenelement. (De bit kan dus 0 of 1 zijn)
9.2.2.2.
Elektronische werking
Op de volgende
bladzijde wordt de elektronische werking toegelicht. Dit van eenvoudig geheugenelement,
tot de werking van de D-flipflop die ik hiervoor gebruik.
9.2.2.2.1.Eenvoudigste
geheugenelement.
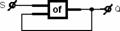 Het eenvoudigste geheugen om één bit te onthouden is een of-poort
met teruggekoppelde uitgang zoals te zien in de figuur.
Het eenvoudigste geheugen om één bit te onthouden is een of-poort
met teruggekoppelde uitgang zoals te zien in de figuur.
Indien S ‘0’ is,
dan zijn beide ingangen van de of-poort ‘0’, en de uitgang dus ook ‘0’.
Indien S ‘1’
wordt, dan zal de uitgang ook ‘1’ worden, met als gevolg dat ingang twee ook
‘1’ wordt. Hierdoor blijft de uitgang continu ‘1’.
Het is duidelijk
dat dit element niet meer van logische toestand kan veranderen. Het zal voor
eeuwig ‘1’ blijven, tenzij de voedingspanning wordt uitgezet. Dit is niet de
bedoeling…
9.2.2.2.2.
Beter geheugenelement.
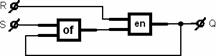 Het probleem kan opgelost worden door de terugkoppeling van de
of-poort weg te nemen. Dan zal de ‘1’ aan de ingang ook wegvallen. Dit kan door
een en-poort te implementeren, zodat het geheugenelement gereset kan worden.
Het probleem kan opgelost worden door de terugkoppeling van de
of-poort weg te nemen. Dan zal de ‘1’ aan de ingang ook wegvallen. Dit kan door
een en-poort te implementeren, zodat het geheugenelement gereset kan worden.
|
R
|
S
|
Q
|
|
0
|
0
|
0
|
|
0
|
1
|
|
|
1
|
0
|
Q
|
|
1
|
1
|
1
|
Tijdsdiagram:

Opm.: De
toestand (R=1 en S=0 ) mag nooit gebruikt worden.
Bij deze
toestand zal de uitgang 0 worden, maar als we van de toestand (R=1 en S=0 )
naar toestand (R=1 en S=0 ) zouden gaan, dan ontstaat er oscillatie !
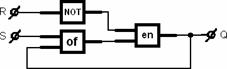
Het tijdsdiagram
zou iets logischer worden als de R(Reset) niet continu hoog moet gehouden
worden.
Dit kan door het
implementeren van een NOT poort.
Nu kan: - met
één korte puls geset worden (Set)
- met één korte puls gereset worden (Reset)
|
R
|
S
|
Q
|
|
0
|
0
|
Q
|
|
0
|
1
|
1
|
|
1
|
0
|
0
|
|
1
|
1
|
|
Tijdsdiagram:

Opm.: De
toestand (R=1 en S=1 ) mag nooit gebruikt worden.
Bij deze
toestand zal de uitgang 0 worden, maar als we van de toestand (R=1 en S=1 )
naar toestand (R=0 en S=0 ) zouden gaan, dan ontstaat er oscillatie !
Om het aantal
poorten te besparen, kan men via de wetten van DeMorgan komen tot een
vereenvoudiging. (voor details zie bijlagen afgeleide poorten)
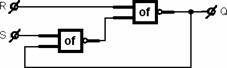
is net
hetzelfde als:
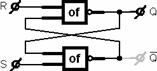
De werking is
uiteraard nog steeds dezelfde. (We noemen het een RS-Latch)
9.2.2.2.3.
RS-latch
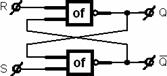
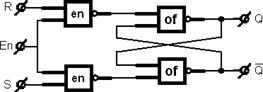
9.2.2.2.4.
RS-latch met enable ingang
Als we de
mogelijkheid willen om de S en R signalen te Enabelen of Disabelen, moeten we
voor de RS-latch een en-poort als schakelaar implementeren.
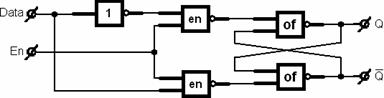
9.2.2.2.5.
D-latch
Nu zijn we bijna
aan de werking van de eigenlijke D-flipflop
Uiteindelijk is
het de bedoeling om data te gaan opslaan. Hiervoor vervangen we de Set en Reset
ingang door een Data (D) ingang. Nu kan er data aangeboden worden. (Vanaf hier is
ook de verboden toestand verdwenen)
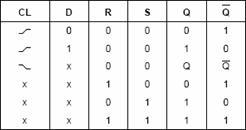
9.2.2.3.
D-flipflop
Het verschil
tussen een flipflop en een latch is dat de flipflop zijn data enkel inklokt op
de stijgende flank van een kloksignaal.
Bij een
stijgende klokflank zal de uitgang gelijk worden aan de ingang. Zolang er geen
stijgende klokflank optreedt, zal de flipflop de data niet inklokken.
Het enige wat er
dus aan de D-latch moet toegevoegd worden is een pulsmaker (flank naar puls
omzetter).

Als we deze twee
samenvoegen krijgen we:

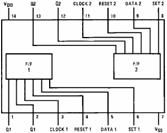
9.2.2.4.Dual D-Flipflop CD4013BC
In plaats van de
bovenstaande D-flipflop schakeling te gaan maken met verschillende logische poorten,
is er de kant en klare D-flipflop. In een 14pins IC’tje.

9.2.3.
Principeschema
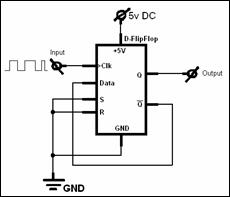
Het principeschema van de one-touch-schakeling met de D-FlipFlop
is hieronder weergegeven, dit werkt volgens het hierboven beschreven principe.
Zoals te zien is de ‘inverterende uitgang’ hier teruggekoppeld naar de ingang. Op
elke klokflank zal er dus aan de dataingang de ’inverterende uitgang’
aangeboden worden, en de uitgang elke klokpuls veranderen van bittoestand.
1 wordt na Clk Puls 0
0 wordt na Clk Puls 1
Als we dit nu
handmatig willen maken, dan moeten we de pulstrein vervangen door een
schakelaar, die een stijgende klokflank genereert bij het indrukken.
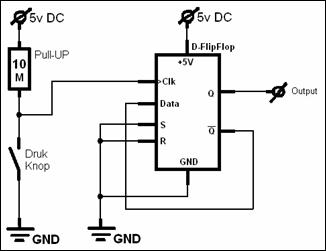
Telkens nu op de
drukknop gedrukt wordt, krijgen we een stijgende klokflank binnen.
Na het bouwen van deze schakeling verkreeg ik geen stabiel
uitgangssignaal.
De rede van onstabiliteit is bij de schakelaar te zoeken.
Een schakelaar
schakelt immers niet ideaal. Dit wil zeggen dat de contactpunten van een
schakelaar verschillende keren ‘contact maken en weer niet’ tegen een
gigantisch hoge snelheid alvorens een stabiele toestand bereikt word. Dit noemt
‘dender’. (Zie volgende blz.)
9.2.3.1.
Dender
Definitie van Maxim
Dallas-Semiconductors: http://www.maxim-ic.com
Electrical contacts in
mechanical pushbutton switches often make and break contact several times when
the button is first pushed. A debouncing circuit removes the resulting ripple
signal, and provides a clean transition at its output.
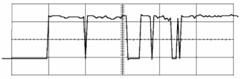 After connecting a standard switch to a digital counting
circuit, you can observe several counts on opening and several counts on
closing. This erratic action can wreak havoc on data, because the exact number
of counts does not necessarily repeat in the long term. Switch bounce is not
consistent from unit to unit,lot to lot, or even over the life of an individual
switch. Membrane switches and some other types don't appear to bounce when new,
but all mechanical switches bounce sometimes. Nothing can ensure that another
switch of the same type will act the same way, or that a particular switch will
remain bounce-free as it ages.
After connecting a standard switch to a digital counting
circuit, you can observe several counts on opening and several counts on
closing. This erratic action can wreak havoc on data, because the exact number
of counts does not necessarily repeat in the long term. Switch bounce is not
consistent from unit to unit,lot to lot, or even over the life of an individual
switch. Membrane switches and some other types don't appear to bounce when new,
but all mechanical switches bounce sometimes. Nothing can ensure that another
switch of the same type will act the same way, or that a particular switch will
remain bounce-free as it ages.
Bij de meeste
toepassingen is dit effect niet zo erg, en verwaarloosbaar. Maar zoals hierboven
in het citaat vermeld, is het voor tellers en dergelijke wel van belang.
Bij de stappenmotorschakelingen is hier ook
rekening mee gehouden, dit bij het schrijven van de software in de PIC’s. Moest
er geen rekening mee gehouden zijn, dan zouden er bij één stappuls, meerdere
stapjes gedaan worden. In de PIC is dit probleem softwarematig opgelost met een
vertragingstijd van +/- 10msec, zodat er tijd genoeg is om te ontdenderen.
 In het geval met de flipflop is het probleem hardwarematig opgelost
door de weerstanden en de condensators.
In het geval met de flipflop is het probleem hardwarematig opgelost
door de weerstanden en de condensators.
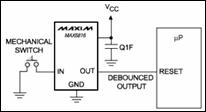
Tijdens het
schrijven van deze scriptie ontdekte ik dat voor dit probleem al kantenklare
IC’s op de markt zijn (MAX6816, MAX6817, and MAX6818) Switch Debouncers.
9.2.4.
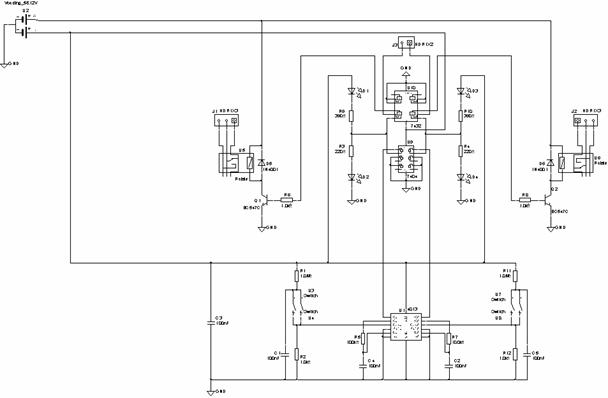
Het schema
|
Schema
(opgebouwd in Multisim)
|
|
|
9.2.5.
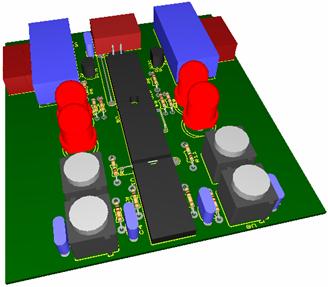
De Print
|
3D
design van de Printplaat
|
Achterkant
van de Printplaat
|
|
|
|
Opm.; De twee tact-schakelaars die boven elkaar staan hebben
dezelfde functie. Twee druktoetsen met dezelfde functie op één print is dus
absurd. De tweede is in het bedieningspaneel opgenomen. (De andere schakelaar
op het printje hoeft zelfs niet)
Opm²; In de figuur is de bovenste LED rood, deze moet groen zijn (andere
spanning).
Opm³; De LED’s staan niet op het PCB’tje maar zijn met
verbindingsdraadjes naar het bedieningspaneel geleid.
9.2.6.
Gebruikte
Componenten
|
Component
|
Waarde
|
Aantal
|
|
prijs/stuk
|
totaal
|
|
weerstand
|
1kΩ
|
4
|
|
€ 0,10
|
€ 0,40
|
|
weerstand
|
1MΩ
|
2
|
€ 0,10
|
€ 0,20
|
|
weerstand
|
220Ω
|
2
|
€ 0,10
|
€ 0,20
|
|
weerstand
|
390Ω
|
2
|
€ 0,10
|
€ 0,20
|
|
weerstand
|
100kΩ
|
2
|
€ 0,10
|
€ 0,20
|
|
condensator
|
100nF
|
5
|
€ 0,15
|
€ 0,75
|
|
LED
|
Rood 5mm
|
2
|
€ 0,12
|
€ 0,24
|
|
LED
|
Groen 5mm
|
2
|
€ 0,12
|
€ 0,24
|
|
diode
|
1N4007
|
2
|
€ 0,12
|
€ 0,24
|
|
transistor
|
BC547(c)
|
2
|
€ 0,15
|
€ 0,30
|
|
D-flipflop
|
4013
|
1
|
€ 1,00
|
€ 1,00
|
|
NOT poort
|
7404
|
1
|
€ 0,50
|
€ 0,50
|
|
OR poort
|
7432
|
1
|
€ 0,40
|
€ 0,40
|
|
IC Voetje
|
14 pins
|
3
|
€ 0,35
|
€ 1,05
|
|
relais
|
12v spoel
|
2
|
€ 2,90
|
€ 5,80
|
|
tact schakelaar
|
2 pins
|
4
|
€ 0,25
|
€ 0,50
|
|
header
|
2 pins
|
1
|
|
€ 2,50
|
|
printkroonsteen
|
3 pins
|
3
|
€ 0;65
|
€ 1,95
|
|
printplaat
|
EZ
|
1
|
|
|
Sub totaal = €
16,67 Printplaatmateriaal wordt op einde gerekend
9.3.
Dimmer
Met de dimmer
kan het toerental van de freeskop(dremel) geregeld worden. Dit kan door aan het
staafje van de potentiometer te draaien.
9.3.1.
Werking

9.3.1.1.
Triac (TRIode
for Alternating Current)
De triac kan met
zijn gate in beide richtingen geleidend gemaakt worden. (vandaar AC)
De triac dooft
automatisch net voor de nuldoorgangen, meer precies op het ogenblik dat de
hoofdstroom beneden de houdstroom IH komt.
We hebben dus
één stuurpuls nodig per halve periode van de netvoeding zoals te zien in
onderstaande figuur.
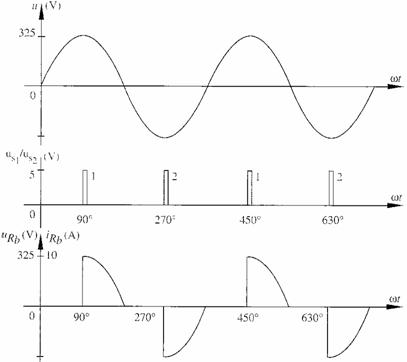
(Figuur
uit; Handboek Elektronische Vermogencontrole)
De pulsen op de
gate kunnen op de juiste tijdstippen aangeboden worden door een µC.
Maar ik maak
hiervoor gebruik van een diac.

9.3.1.2.
Diac (DIode
for Alternating Current)
Een Diac zal in
geleiding komen als zijn doorslagspanning bereikt wordt (gunstig lawine-effect)
Dit
doorslageffect is reproduceerbaar (althans als het dissipatievermogen beneden
een toegelaten maximum gehouden wordt).
Als de weerstand
van de potmeter groter wordt, zal de spanning over de condensator kleiner
worden en zal deze spanning ook meer gaan naijlen op de bronspanning. Zo zal de
condensatorspanning later de doorslagspanning van de diac bereiken. Hoe lager
de weerstand van potentiometer wordt ingesteld, des te vroeger de thyristor in
geleiding wordt gestuurd.
(Bron; wikipedia)
9.3.2.
Het Schema
|
Schema
(opgebouwd in Multisim)
|
|
|
9.3.3.
De print
|
3D
design van de Printplaat
|
Achterkant
van de Printplaat
|
|
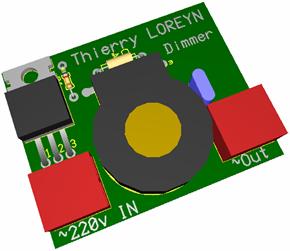
|
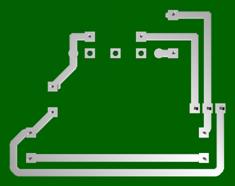
|
9.3.4.
Gebruikte
componenten
|
Component
|
Waarde
|
Aantal
|
|
prijs/stuk
|
totaal
|
|
weerstand
|
5k6
|
1
|
|
€ 0,10
|
€ 0,10
|
|
potentiometer
|
500k LIN
|
1
|
€ 1,50
|
€ 1,50
|
|
condensator
|
100nF
|
1
|
€ 0,15
|
€ 0,15
|
|
diac
|
|
1
|
€ 0, 40
|
€ 0,40
|
|
triac
|
TIC225
|
1
|
€ 2,00
|
€ 2,00
|
|
kroonsteen
|
2 pins
|
2
|
€ 0,65
|
€ 1,30
|
|
printplaat
|
DZ
|
1
|
|
|
Sub totaal = €
5,45 Printplaatmateriaal wordt op einde gerekend

10.
Eindeloopschakelaars
10.1.
Wat is een
eindeloopschakelaar ?
 Een eindeloopschakelaar staat, zoals de naam al zegt, net voor het
einde van de loop.
Een eindeloopschakelaar staat, zoals de naam al zegt, net voor het
einde van de loop.
Wanneer het
toestel het einde van de baan nadert, zal deze tegen de eindeloopschakelaar
duwen. Zo weet het toestel dat het moet stoppen, en niet verder mag lopen.

Een goedkopere,
snellere, propere manier is een lichtsluis, ook wel Photointerrupter /
OptoSwitch genoemd.
Zo heb ik er dus
6 nodig (twee per as)
10.2.
Interne opbouw
lichtsluis.
Een lichtsluis
werkt echter niet zoals een mechanische schakelaar.
In een
lichtsluisje zitten twee elektronische componenten: een diode(LED) en een fototransistor.
Tussenin zit een sluisje, waar een voorwerp tussen geschoven kan worden.
De LED geeft
permanent licht. Met de fototransistor wordt het licht al of niet ontvangen.
 Wanneer er licht op de transistor valt, zal deze in saturatie gaan. Wanneer
er geen licht op de transistor valt, zal deze in geleiding gaan.
Wanneer er licht op de transistor valt, zal deze in saturatie gaan. Wanneer
er geen licht op de transistor valt, zal deze in geleiding gaan.
10.3.
Schakeling
Een LED werkt op
1,5 volt. Onze logische voedingspanning die we hebben is 5v, dus moeten we een
voorschakelweerstand R1 voorzien.
Het is ook nodig
om een Pullup weerstand te voorzien, deze heb ik 22K Ω genomen.
De waarde van R1
is;  ik heb 390Ω
genomen.
ik heb 390Ω
genomen.
10.3.1.
Printontwerp
|
3D
design van de Printplaat
|
Achterkant
van de Print
|
|
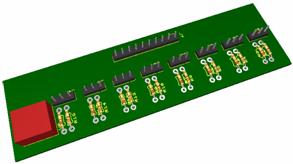
|
|
10.4.
 Monteerbare lichtsluis.
Monteerbare lichtsluis.
De lichtsluisjes
die ik had liggen (HOA1881-12) waren echter niet voorzien van montagegaten.
Omdat het properder en eenvoudiger is om met montagegaten te werken, heb ik
achteraf andere lichtsluisjes besteld. => GP1A51HR
10.4.1.
Interne opbouw
GP1A51HR
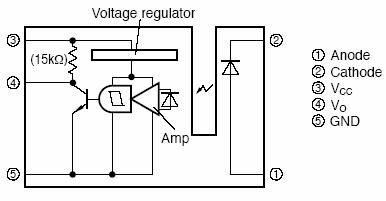
Zoals te zien in
de tekening bevat deze lichtsluis al een interne pullupweerstand. Enkel de
voorschakelweerstand voor de LED is dus nog nodig. Er zou dan eigenlijk nog
maar
6x 1 weerstand
op het printje nodig zijn. Een printje maken voor 6 weerstanden is vrij idioot.
Daarom heb ik besloten om op de lichtsluis zelf de massa (pin 5 & pin 2) te
verbinden en de voorschakelweerstanden op de lichtsluizen te solderen en het
printje te laten wegvallen.
10.5.
Gebruikte
componenten
|
Component
|
Waarde
|
Aantal
|
|
prijs/stuk
|
totaal
|
|
weerstand
|
5k6
|
1
|
|
€ 0,10
|
€ 0,10
|
|
lichtsluis
|
GP1AH1HR
|
6
|
€ 1,20 (school)
|
€ 7,20
|
Sub totaal = €
7,30 Printplaatmateriaal wordt op einde gerekend
11.
De microcontroller
11.1.
Wat
Een microcontroller
afgekort µC is te vergelijken met een IC, maar dan een zelf programmeerbare.
Intern bezit een
µC hardware zoals in een processor van een PC: registers, ALU(Aritmic and
Logical Unit), waar logische berekeningen worden uitgevoerd (op max. 2 binaire
getallen tegelijkertijd.) Zo kan er opgeteld, afgetrokken, vermenigvildigd,
gedeeld en geshift worden, alsook and or, xor, enz… Ook bevat de µC een ROM
geheugen (Read Only Memory) waar het geschreven programma wordt in opgeslagen. Tevens
is er ook een (klein) RAM (Random Acces Memory) waar variabelen kunnen in
opgeslagen worden.
Ze zijn van I/O
(Input/Output) poorten voorzien waarmee kan gecommuniceerd worden naar de
buitenwereld.
Er bestaan ook
µC waarin al speciale functies zitten zoals; ingeboude A/D converters
(Analoog/Digitaal) , PWM regeling (Pulse Width Modulation), mp3 decoders,…
11.2.
Voordelen /
Nadelen van een µC
µC’s zijn overal
terug te vinden in bijna alle toestellen waar iets of wat van elektronica inzit:
GSM’s, auto’s,
alarmsystemen, koelkasten, mp3 spelers, horloges, hifiketens, tv’s,
wasmachines, digitale fototoestellen en camera’s, speelgoed, PC’s, codesloten,…
kortom alles !…
Toch zijn er
voor- en nadelen, en zelfs redenen om toch maar geen µC te gaan gebruiken.
(zie volgende
blz)
11.2.1.
Voordelen
Je kan volledig
zelf bepalen hoe de poorten aangesproken worden, en dus hoe de aangesloten periferie
moet gaan werken. Je kan hem 1000den keren herprogrammeren. Zelfs
zonder de chip uit de schakeling te halen door ISP (In System Programing) te
voorzien (dit kan wel gevaren met zich meebrengen, maar niet in mijn geval).
Tevens is een µC
zeer klein, en in verhouding tot de mogelijkheden kosten ze geen geld.
De enige
beperking is eigenlijk je eigen kunnen.
11.2.2.
Nadelen
-
Als je een van de speciale functies wil
aanspreken, moet je heel de f*manual doorlezen, zowel op hardware als op software
gebied.
-
Je moet een programmeertaal kennen ( C ).
-
Om een µC te programmeren is een stuk hardware
nodig (de programmer) die specifiek is voor de µC die je gebruikt, alhoewel er
voor veel geld al universele programmers zijn.
-
Het ‘grootste’ nadeel;
Een programma kan erg groot en complex worden, en dus
moeilijk te begrijpen door anderen. Vooral bij automatisatie van processen in
de industrie is het niet gewenst dat één iemand de machine kan programmeren/herprogrammeren,
en de machine dus staat of valt bij deze ene persoon. Daarom gebruikt men in de
industrie PLC’s (Programmable logic controllers) en hun bijbehorende
visualisatie software. Zodat je in een virtuele omgeving een proces kan sturen,
en men gemakkelijk het inzicht in het proces kan overdragen aan een ander
persoon. Of met een team aan een proces kan werken.
(Maar eigenlijk werkt die PLC op zich ook weer met microcontrollers) ;-)
11.3.
Benodigdheden
Om een µC te
gaan programmeren is er een en ander nodig. Zogenaamde Development Tools (Ontwikkelbenodigdheden)
11.3.1.
De
Programmeeromgeving
Om het programma
te kunnen schrijven, wordt gebruik gemaakt van een programmeeromgeving, zoals ‘IAR
Embedded Workbench’ of wat ik voor de PIC gebruikte; ‘MPLAB IDE van Microchip’.
Deze software
maakt het mogelijk om het geschreven programma te simuleren en te debuggen. Tevens
is het handig, omdat er met kleuren onderscheid wordt gemaakt tussen de
verschillende syntaxis. Ook is er een automatische regelummering.
Om de
DS89c450 te programmeren, gebruikte ik dit eigenlijk niet. Ik maakte simpelweg
gebruik van de Windows tekstedittor Notepad/Kladblok. Het nadeel is wel dat je
soms lang kunt zoeken achter een punt/comma die ergens verkeerd staat in het
programma. Notepad zal dit immers niet opmerken !
Zo’n omgeving is
dus eigenlijk een slimme Notepad…(met vele nuttige opties)
11.3.2.
De header files
11.3.3.
De compiler
Het programma dat
in ‘mensentaal’ is geschreven zal niet begrepen worden door de µC. Om dit toch
verstaanbaar te maken, zal er een vertaling moeten gemaakt worden van
mensentaal naar machinetaal. Dit omzetten noemt men compileren. Dit maakt het
voor ons (mensen) een stuk eenvoudiger. Zo hoeven niet alle machine-instructies
(op low level niveau) gekend te zijn.
Eens dat het
programma is gecompileerd is het niet leesbaar meer voor (de meeste) mensen.
(Er kan op de machinecode nog wel een decompiler
losgelaten worden, om zo stukken programma terug te proberen ontcijferen maar
op die manier terug aan de broncode komen is eigenlijk illegaal…)
Als er een fout
geschreven staat in het programma dan stopt de compiler met compileren. En
geeft aan waar hij vasthangt. Daar in de buurt zit meestal de fout.
In dit Eindwerk
maakte ik gebruik van twee C-compilers;
Voor de PIC’s
gebruikte ik de BKND compiler van MPlab.
Voor de DS89c450 maakte ik gebruik van SDCC (Small Decice C Compiler)
SDCC is een
gratis compiler (onder DOS) te downloaden op http://sdcc.sourceforge.net/
Eens dit machinecode
bestand aangemaakt meestal ‘*.hex’ genaamd kan dit naar de µC geschreven
worden.
11.3.4.
Programmer Software
 Om het programma naar de µC te schrijven is een ander programmaatje
nodig dat de communicatie verzorgt tussen µC en de machinecode op de PC.
Om het programma naar de µC te schrijven is een ander programmaatje
nodig dat de communicatie verzorgt tussen µC en de machinecode op de PC.
Voor de
PIC’s gebruikte ik de ‘WIN PIC Programmer’
Voor de DS89c450
gebruikte ik de MTK (MicroController Tool Kit) deze is van de fabrikant zelf.
Het programmeren
van een µC verloopt tegenwoordig via seriële poort of USB.
In deze software
kan ingesteld worden aan welke seriele poort de µC hangt en tegen welke
snelheid naar de µC geschreven mag worden. (Baudrate)
Verder verloopt
het seriële communicatieprotocol voor het uploaden van software automatisch.
11.3.5.
Programmer Hardware
Voor een goede
communicatie tussen PC en µC moet de µC aangesloten zijn volgens de regels van
de datasheet.
Omdat voor dit
eindwerk twee soorten µC moeten geprogrammeerd worden, zijn er zoals eerder
vermeld ook twee verschillende stukken hardware nodig.
Wat wel
hetzelfde is bij beide schakelingen, is de klok. Net zoals bij de PC heeft een
µC een kloksignaal. Dit bepaalt de werksnelheid in Mhz. Alhoewel er al µC zijn
met een interne klok.
De klok is een
soort pulstrein. Deze kan worden opgewekt met een pulsgenerator. Maar meestal
wordt er een kristal gebruikt met interne versterker/oscillator.
11.3.5.1. Programmer Hardware voor de PIC
Voor het
programmeren van de PIC’s maakte ik gebruik van de programmer die we in het
begin van dit derde jaar hebben gemaakt in de lessen µC’s bij Mr. Wim Van
Weyenberg.
De zogenaamde
JDM (Jens Dyekjar Madsen) programmer.
11.3.5.1.1. Het Schema
|
Schema
(opgebouwd in Multisim)
|
|
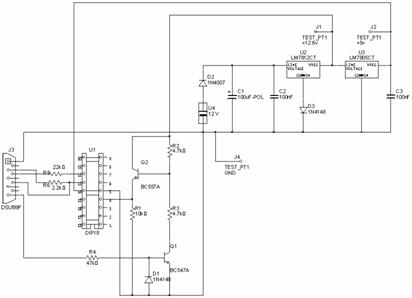
|
11.3.5.1.2. De print
|
3D
design van de Printplaat
|
Achterkant
van de Print
|
|

|
|
11.3.5.1.3. De componenten (niet in totale kostprijs
verrekend)
|
Component
|
Waarde
|
Aantal
|
|
prijs/stuk
|
totaal
|
|
weerstand
|
2k2
|
1
|
|
€ 0,10
|
€ 0,10
|
|
weerstand
|
4k7
|
2
|
€ 0,10
|
€ 0,20
|
|
weerstand
|
10k
|
1
|
€ 0,10
|
€ 0,10
|
|
weerstand
|
22k
|
1
|
€ 0,10
|
€ 0,10
|
|
weerstand
|
47k
|
1
|
€ 0,10
|
€ 0,10
|
|
condensator
|
100nF
|
2
|
€ 0,15
|
€ 0,30
|
|
diode
|
1N4007
|
1
|
€ 0,12
|
€ 0,12
|
|
diode
|
1N4148
|
2
|
€ 0,12
|
€ 0,24
|
|
transistor
|
BC557
|
1
|
€ 0,15
|
€ 0,15
|
|
spannings Reg.
|
7812
|
1
|
€ 0,45
|
€ 0,45
|
|
spannings Reg.
|
7805
|
1
|
€ 0,40
|
€ 0,40
|
|
IC voetje
|
18 pins
|
1
|
€ 0,50
|
€ 0,50
|
|
connector
|
DSUB9 FeM
|
1
|
€ 1,00
|
€ 1,00
|
|
printkroonsteen
|
2 pins
|
1
|
€ 0,65
|
€ 0,65
|
|
Printplaat
|
DZ
|
1
|
|
|
11.3.5.2. Programmer voor de DS89c450
De Max3235 die
te zien is onderaan in het scherm is een ‘RS232-tranceiver’. Deze zal het
logische spanningsniveau van de seriële poort (+12v) omzetten naar een logisch
spanningsniveau voor de µC (+5v) en omgekeerd.
De 47HC125 is
een buffer, deze zal het logisch signaal bufferen.
11.3.5.2.1. Het Schema
|
Schema
(opgebouwd in Multisim)
|
|
|
11.3.5.2.2. De Print
|
3D
design van de Printplaat (zonder koelvin)
|
Achterkant
Printplaat
|
|
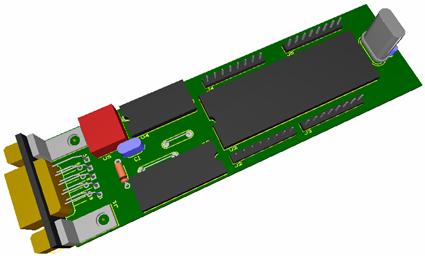
|
|
11.3.5.2.3. De Componenten
|
Component
|
Waarde
|
Aantal
|
|
prijs/stuk
|
Totaal
|
|
condensator
|
100nF
|
1
|
|
€ 0,15
|
€ 0,15
|
|
condensator
|
33pF
|
2
|
€ 0,15
|
€ 0,30
|
|
diode
|
1N4007
|
1
|
€ 0,12
|
€ 0,12
|
|
IC
|
74HC125
|
1
|
€ 0,50
|
€ 0,50
|
|
IC
|
Max 3235
|
1
|
€ free
|
€ free
|
|
µC
|
DS89c450
|
1
|
€ free
|
€ free
|
|
kristal
|
11 Mhz
|
1
|
€ 1,00
|
€ 1,00
|
|
IC Voetje
|
14 pins
|
1
|
€ 0,30
|
€ 0,30
|
|
IC Voetje
|
20 pins
|
1
|
€ 0,50
|
€ 0,50
|
|
IC Voetje
|
40 pins
|
1
|
€ 0,90
|
€ 0,90
|
|
header
|
8 pins
|
4
|
|
€ 2,50
|
|
connector
|
DSUB9 Fe
|
1
|
€ 1,70 (school)
|
€ 1,70
|
|
printkroonsteen
|
2 pins
|
1
|
€ 0,65
|
€ 0,65
|
|
printplaat
|
EZ
|
|
|
|
Sub totaal = €
8,62 Printplaatmateriaal wordt op einde gerekend
12.
De hoofd µC
12.1.
Waarom Dallas
Maxim DS89c450
De reden dat ik
voor deze µC koos, is eenvoudig. Deze heeft een groot genoeg I/0 bereik, en een
redelijk intern geheugen, een seriële poort, maar vooral omdat hij gratis te
sampelen is !
12.2.
Behuizingen
De
microcontroller die ik gebruik zit in een DIP behuizing, maar is tevens
verkrijgbaar in:
|
Plastic Dual Inline Package
|
Plastic Leaded Chip Carrier Package
|
Thin Plastic Quad Flatpack Package
|
|

|
|
|
12.3.
Aangesloten
periferie
LCD
Multiplexer (steppers)
Lichtsluizen
Manuele Bediening
12.4.
Het programma
Op het moment
van schrijven zit ik aan de 34ste versie van het hoofdprogramma.
(opbouwend)
Voor hoofdstuk
15 (Extra’s) ben ik nog bezig aan seriële communicatie (interface –
postprocessor), het kan zijn dat er hierdoor een iets afwijkende (hogere) versie
in de µC komt te staan dan hier weergegeven.
Opm: Om alle
twijfel te vermijden: Deze versie werkt prefect.
|
Programma
geschreven in C met Notepad & SDCC Compiler
|
|
#include
<string.h>
#include
<stdio.h>
#include
<stdlib.h> //voor functie "atoi" te kunnen gebruiken
//#include
<8052.h>
#include
<sdcc_reg420.h> // Special Function Register definitions file for;
// DS89C430/450 Ultra-High Speed 8051-compatible µCs
xdata
char s[16];
char
kar[16];
char
e; // besparing geheugen, toch nooit meer dan 255
char
f; // besparing geheugen, toch nooit meer dan 255
char
X_String_waarde[5];
char
Y_String_waarde[5];
char
i=0; // besparing geheugen, toch nooit meer dan 255
char
n;
char
b=0;
char
Motor;
char
SF; // besparing geheugen, toch nooit meer dan 255 // Slow/Fast
bit
LCDbit0, LCDbit1, LCDbit2, LCDbit3, LCDbit4, LCDbit5, LCDbit6, LCDbit7;
/////////////////////
int
Teller; // afvalteller motor X
signed
int X_int_waarde;
signed
int Y_int_waarde;
signed
int X_prev_int_waarde = 0;
signed
int Y_prev_int_waarde = 0;
void
serial_init()
{
EA = 0; // Disable global interrupt mask
T2CON = 0x34; // Timer 2 in boud-Rate Generation Mode
RCAP2L = 0xFA; // Baud Rate
RCAP2H = 0xFF; // Baud Rate
SCON0 = 0x50; // Set SCI_0 to 8N1, Rx enabled
ES0 = 1; // Enable interrupts for SCI_0
EA = 1; // Enable Global Interrupt
//TI_0=1; // voor putchar;
}
void
Delay(long snelheid) {
long a;
for (a=0;a<snelheid;a++);
//return;
}
void
Sturing(char Motor,int Stappen)
{
if (P2_6==0) {SF=1;} else {SF=10;} //SF: Slow/Fast
while
(Stappen != 0) { // Aantal stappen doen to '0'-waarde bekomen
if
(Motor=='X') {
Teller=0; P0_2=1; //EN
if (Stappen < 0 & P3_0==1) {
P0_1=1; //Dir
P0_0=0; //CLK
Delay(5); //CLK
P0_0=1;
//CLK
Delay(500*SF); // effe wachten voor volgende stap
}
if (Stappen > 0 & P3_1==1) {
P0_1=0; //Dir
P0_0=0; //CLK
Delay(5); //CLK
P0_0=1;
//CLK
Delay(5); //CLK
Delay(500*SF); // effe wachten voor volgende stap
}
}
if (Motor=='Y') {
if (Stappen < 0 & P3_2==1) {
P0_4=1; //DIR
P0_3=0; //CLK
Delay(5); //CLK
P0_3=1;
//CLK
Delay(1000*SF); // effe wachten voor volgende stap
}
if
(Stappen > 0 & P3_3==1) {
P0_4=0; //Dir
P0_3=0; //CLK
Delay(5); //CLK
P0_3=1;
//CLK
Delay(1000*SF); // effe wachten voor volgende stap
}
}
if (Motor=='Z') {
if (Stappen > 0 & P3_5==1) {
P0_6=1; //DIR
P0_5=1; //CLK
Delay(5); //CLK
P0_5=0;
//CLK
Delay(1500*SF); // effe wachten voor volgende stap
}
if (Stappen < 0 & P3_4==1) {
P0_6=0; //Dir
P0_5=1; //CLK
Delay(5); //CLK
P0_5=0;
//CLK
Delay(1500*SF); // effe wachten voor volgende stap
}
}
if (Stappen > 0) Stappen--; //als het een positief getal is =>
Aftrekken tot 0 bekomen...
else Stappen++; //als het een negatief getal is => Optellen tot 0
bekomen...
}
}
////////////////////////BRESENHAM///////////////////
void
Bresenham(signed int ax, signed int ay, signed int bx, signed int by)
{
signed int x = ax;
signed int y = ay;
signed int dx = (bx - ax);
signed int dy = (by - ay);
signed
int sx = 1; // besparing geheugen, toch nooit meer dan 255
signed int sy = 1; // besparing geheugen, toch nooit meer dan 255
if
(dx < 0)
{
sx = -1;
dx = -dx;
}
if (dy < 0)
{
sy = -1;
dy = -dy;
}
if (dy <= dx)
{
signed int c = 2 * dx; //Bresenham hulpvariabele
signed int m = 2 * dy; //Bresenham hulpvariabele
signed int d = 0; //Bresenham hulpvariabele
while (x != bx)
{
Sturing('X', sx); //sx == +1 stap of -1 stap //Sturing('Y',
Y_int_waarde);
x = x + sx;
d = d + m;
if (d > dx)
{
Sturing('Y', sy); //sy == +1 stap of -1 stap
y = y + sy;
d = d - c;
}
}
}
else //(dy > dx)
{
signed int c = 2 * dy; //Bresenham hulpvariabele
signed int m = 2 * dx; //Bresenham hulpvariabele
signed int d = 0; //Bresenham hulpvariabele
while (y != by)
{
Sturing('Y', sy); //sy == +1 stap of -1 stap
y = y + sy;
d = d + m;
if (d > dy)
{
Sturing('X', sx); //sx == +1 stap of -1 stap
x = x + sx;
d = d - c;
}
}
}
}
/////////////////////////////////////////////////////
void
LCD_Enable() { //inklokken data
P1_3=1; Delay(2); P1_3=0; Delay(2);
}
void
Line(int LineNr) {
Delay(500);
P1_2=0;
if (LineNr==1) {
P1_7=1; P1_6=0; P1_5=0; P1_4=0; LCD_Enable();
P1_7=0; P1_6=0; P1_5=0; P1_4=0; LCD_Enable();
Delay(300);
}
if (LineNr==2) {
P1_7=1; P1_6=1; P1_5=0; P1_4=0; LCD_Enable();
P1_7=0; P1_6=0; P1_5=0; P1_4=0; LCD_Enable();
Delay(300);
}
P1_2=1; //terug in data mode
Delay(500);
}
void
Entry_Mode() {
P1_2=0;
P1_7=0; P1_6=0; P1_5=0; P1_4=0; LCD_Enable();
P1_7=0; P1_6=1; P1_5=1; P1_4=0; LCD_Enable();
}
void
OnOff_Control() {
Delay(1000);
P1_2=0;
P1_7=0; P1_6=0; P1_5=0; P1_4=0; LCD_Enable();
P1_7=1; P1_6=1; P1_5=1; P1_4=0; LCD_Enable();
}
void
Function_Set() {
P1_2=0;
P1_7=0; P1_6=0; P1_5=1; P1_4=0; LCD_Enable();
Delay(10000);
P1_7=0; P1_6=0; P1_5=1; P1_4=0; LCD_Enable();
P1_7=1; P1_6=0; P1_5=0; P1_4=0; LCD_Enable();
}
void
Clear_Display() {
Delay(100); //achteraf effe kijken of het nog wel gedaan wordt !
P1_2=0;
P1_7=0; P1_6=0; P1_5=0; P1_4=0; LCD_Enable();
P1_7=0; P1_6=0; P1_5=0; P1_4=1; LCD_Enable();
}
void
Lcd_Print_Char(char ASCII) { //ASCII = binair
char
twee=2; // om integerdeling te verkrijgen
LCDbit0 = ASCII % twee;
LCDbit1 = (ASCII / twee) % twee;
LCDbit2 = ((ASCII / twee) / twee) % twee;
LCDbit3 = (((ASCII / twee) / twee) / twee) % twee;
LCDbit4 = ((((ASCII / twee) / twee) / twee) / twee) % twee;
LCDbit5 = (((((ASCII / twee) / twee) / twee) / twee) / twee) % twee;
LCDbit6 = ((((((ASCII / twee) / twee) / twee) / twee) / twee) / twee) % twee;
LCDbit7 = (((((((ASCII / twee) / twee) / twee) / twee) / twee) / twee) /
twee) % twee;
//printf("%d %d %d %d %d %d %d %d", LCDbit7, LCDbit6, LCDbit5,
LCDbit4, LCDbit3, LCDbit2, LCDbit1, LCDbit0);
P1_2=1;
Delay(50);
P1_7=LCDbit7;
P1_6=LCDbit6; P1_5=LCDbit5; P1_4=LCDbit4; LCD_Enable();
P1_7=LCDbit3;
P1_6=LCDbit2; P1_5=LCDbit1; P1_4=LCDbit0; LCD_Enable();
}
void
Interprete_Gcode()
{
if
(kar[0] == 'N')
{
f=0;
e=0;
i=0;
X_int_waarde = 0;
Y_int_waarde = 0;
while
(kar[e] != 'X') e++;
e++;
while (kar[e] != ' ')
{
X_String_waarde[f] = kar[e];
f++;
e++;
}
X_String_waarde[f] = '\0';
f=0;
e++;
while (kar[e] != '\0')
{
Y_String_waarde[f] = kar[e];
f++;
e++;
}
Y_String_waarde[f] = '\0';
X_int_waarde = atoi (X_String_waarde); //Ascii to Integer
Y_int_waarde = atoi (Y_String_waarde);
Line(2);
sprintf(s, "In verwerking...\0");
while
(s[i]!='\0') {
Lcd_Print_Char(s[i]);
i++;
}
Line(1);
if (X_int_waarde == 100) {
P1_0=1;
}
else P1_0=0;
//Sturing('X', X_int_waarde);
//Sturing('Y', Y_int_waarde);
Bresenham(X_prev_int_waarde, Y_prev_int_waarde, X_int_waarde, Y_int_waarde);
//
Bresenham(0,0,100,0);
//P1_0=1;
SBUF0 = 'v'; //Karakter op Seriele poort0 zetten
Delay(99);
X_int_waarde == X_prev_int_waarde; // huidige waarde bewaren in de vorige
waarde
Y_int_waarde == Y_prev_int_waarde; // dit om van coordinaat A => B een
lein te kunnen trekken
X_int_waarde == 0;
Y_int_waarde == 0;
Clear_Display();
}
}
void
Receive_ASCII_from_Serial()
{
//printf("X");
kar[b]
= n;
if
(kar[b] != 13) //13=Enter
{
Lcd_Print_Char(kar[b]);
b++;
}
else
{
kar[b]
= '\0';
Interprete_Gcode();
Clear_Display();
b=0;
}
}
void
sci0ISR (void) interrupt 4 //using 1
{
ES0
= 0; // Disable Interrupt Serial Port0
if (RI_0)
{
n = SBUF0; // Save Rx byte
Receive_ASCII_from_Serial();
RI_0 = 0; // Reser SCI0 RX int. flag
}
/*
else if (TI_0)
{
SBUF0 = n; // Load byte to Tx
TI_0
= 0; // Reset SCI_0 Tx interrupt flag
}
*/
TI_0
= 0; // DIT MOET ER ZEKER STAAN, HIER ZAT DE FOUT VAN TRAAG WERKEN !!!
ES0 = 1; //
Enable Interupt Serial Port0
}
void
main() {
PMR
|= 0x01; // Enable internal 1K SRAM
P0=0;
P1
= 0;
P2
= 255; //alle ingangen hoog maken ==>> Anders werkt gewoon niet !!!
(definieren als ingang)
//P0
= 255; //bij Poort0 is dit eigenlijk niet nodig (interne Pullups???)
Delay(10000);
serial_init();
SBUF0
= 'T';
/////////////////
LCD INITIALISATIE /////////////////////////////////
Function_Set();
Clear_Display();
OnOff_Control();
Delay(1000);
Entry_Mode();
Delay(1000);
//////////////////////////////////////////////////////////////////////
Line(1);
i=0;
sprintf(s,
"Thierry LOREYN\0");
while
(s[i]!='\0') {
Lcd_Print_Char(s[i]);
i++;
}
Line(2);
i=0;
sprintf(s,
" test pest test\0");
while
(s[i]!='\0') {
Lcd_Print_Char(s[i]);
i++;
}
//Sturing('X',
1000);
//Sturing('Y',
1000);
//Bresenham(0,0,100,0);
//Bresenham(0,0,-100,0);
while(1)
{
Teller++; // Afvaltimer X-driver
if
(Teller >= 32000) { Teller=0; P0_2=0;} // afvallen X-driver (als tijdje
niet gebruikt)
if
(P2_0==0 && P2_1==1) Sturing('X', -1); // X-Links
if (P2_1==0 && P2_0==1) Sturing('X', 1); // X-Rechts
if (P2_2==0 && P2_3==1) Sturing('Y', 1); // Y-voor
if (P2_3==0 && P2_2==1) Sturing('Y', -1); // Y-Achter
if (P2_4==0 && P2_5==1) Sturing('Z', -1); // Z-Op
if (P2_5==0 && P2_4==1) Sturing('Z', 1); // Z-Neer
if (SBUF0 == 'b') {
if
(P1_0==0) P1_0=1;
else P1_0=0;
}
}
}
|
13.
De Voeding
Uiteraard moet
het geheel gevoed worden.
·
5volt DC
Dit is de voedingsspanning
voor alle IC’s en µC’s.
Ook alle logische
stuursignalen (behalve de seriële poort) werken op deze spanning.
·
12volt DC
Aansturing van
de relais voor stofzuiger en boorkop.
De
mosfets/transistoren die de motorwikkelingen aansturen werken op deze spanning,
alsook de stappenmotoren zelf.
De
stappenmotoren die ik hier gebruik zijn geen al te kleine motoren.
Een 12v voeding
met een hoge stroom is dus nodig. Er moet per motor minstens 4,5A worden
voorzien.
13.1.
ATX-voeding
Een ATX voeding
is een PC voeding uit een desktop.
13.1.1.
Waarom
ATX-voeding?
- Stabiele uitgangsspanning !
- Krachtig !
Niet alle ATX voedingen voldoen. Op de kenplaat moet vermeld
staan dat ze minstens 12A kan leveren bij 12v. (vermelding; 250Watt is niet
voldoende!)
Een voeding van minder dan 12A heb ik getest, maar
werkt niet behoorlijk.
- Thermische beveiliging
- Compact
- Zelfs kortsluitvast
- Goedkoop
- Kant en klaar
- Handige connectoren
13.1.2.
De Voedingsconnector
(molex)
De 5 en 12volt
DC is op de connector terug te vinden, zoals aangegeven in onderstaande figuur.


13.1.3.
Soft power on

Een ATX
computervoeding kan echter niet zomaar door de stekker in het stopcontact te
steken aangezet worden. Normaal wordt de voeding opgezet door het moederbord van
de PC met de ‘soft power on’ pin. Dit is de groene draad. Door de groene draad
met een van de zwarte draden(GND) kort te sluiten zal de voeding opspringen.
14.
CNC (Computer Numerical Control)
CNC is in oorsprong ontwikkeld voor het Amerikaanse
leger. Rond 1950-1953 is de ontwikkeling van CNC enorm toegenomen. Omdat er
enorme vraag was naar supernauwkeurige wapensystemen, onderdelen van
vliegtuigen, tanks, enz…
Dankzij de CNC konden niet enkel stukken gefreesd
worden, maar ook; gelast, geboord, gesneden, gebogen, gedraaid en
tegenwoordig met de lasertechniek zelf gesneden worden .
En dit alles met hoge precisie, snelheid, en volautomatisch.
Vroeger kon
enkel een G-code programmeur machineinstructies schrijven.
Alle G-codes
moesten hiervoor gekend zijn. In een volgend stadia werd er gebruik gemaakt van
zogenaamde “dialoogsturing”, hierbij communiceert de programmeur met de machine
in de zin van “Trek nu een lijn van daar naar daar” of “Maak een bocht met
zoveel graden” of “Maak een cirkel met die straal en dat middelpunt” op die
manier hoeft men de achterliggende G-taal niet meer te kennen en begrijpen..
Tegenwoordig
bestaan er hele vertalers, (waaronder de software die ik gebruik, namelijk KCAM).
Zo’n software
pakket kan tekeningen die gemaakt zijn in bijvoorbeeld Autocad(Mechanische
tekeningen) omzetten in G-codes.
Verder kan de
software ook gebruikt worden om de tekeningen van “Printplaat Design Software”
zoals Multisim, Protel, enz… te vertalen naar G-Codes.
Er is zelfs
mogelijkheid om een drill-file aan te maken, zodat de CNC machine de frees kan
wegbrengen, een boortje gaan halen(Tool Switching), en vervolgens de gewenste
gaatjes kan boren.
Op die manier
moet de gebruiker enkel nog maar kunnen werken met een teken programma.
De CNC-software
is dus eigenlijk enkel begrensd door de eigen creativiteit, en uiteraard door
het mechanisch ontwerp van de machine.
14.1.
KCAM
 De besturing van de machine (assen, eindeloopschakelaars) gebeurdt
door middel van de bestaande CNC software van “KellyWare”.
De besturing van de machine (assen, eindeloopschakelaars) gebeurdt
door middel van de bestaande CNC software van “KellyWare”.
De versie die ik
hier gebruik is “ KCAM 4.0.24 ”
De software kan:
baantjes trekken / tekenen / tekst graveren / boren / snijden(Polystyreen)
14.1.1.
Waarom KCAM
Er zijn veel CNC
verwerkingsprogramma’s op de markt, die tekeningen omzetten naar G-code.
Maar het unieke
aan KCAM is dat deze de mogelijkheid bezit om via de parallelle poort de “stap
en richtingsgegevens” naar de buitenwereld te sturen !
14.1.2.
KCAM kalibreren.
Om met KCAM van
start te gaan moeten er eerst een paar parameters aan de software meegegeven
worden. De software moet uiteraard de specificaties van de freestafel kennen.
Dit moet
eenmalig ingegeven worden. (De machine blijft immers dezelfde.)
14.1.2.1. Freestafel parameters
|
AS
|
In te geven parameter
|
Mijn parameter
|
|
X
|
stappen/mm
|
22
|
|
as Lengte (mm)
|
420
|
|
terugdraaicompensatie (mm)
|
|
|
maximum snelheid
|
400
|
|
Y
|
stappen/mm
|
165
|
|
as Lengte (mm)
|
297
|
|
terugdraaicompensatie (mm)
|
|
|
maximum snelheid
|
1500
|
|
Z
|
stappen/mm
|
100
|
|
as Lengte (mm)
|
420
|
|
terugdraaicompensatie (mm)
|
|
|
maximum snelheid
|
9000
|
14.1.2.2. Parallelle poort parameters
De poort stuurt
gegevens uit ( Step / Dir / En ) ,maar heeft ook de mogelijkheid om inkomende
gegevens te ontvangen. Dit wordt gebruikt voor de lichtsluizen.
14.1.2.2.1. Output gegevens
|
AS
|
Actie
|
Poort
|
BIT ≠ PIN
|
|
X
|
Step
|
&H378
|
0
|
|
X
|
Direction
|
&H378
|
1
|
|
X
|
Enable
|
&H378
|
2
|
|
Y
|
Step
|
&H378
|
3
|
|
Y
|
Direction
|
&H378
|
4
|
|
Z
|
Step
|
&H378
|
5
|
|
Z
|
Direction
|
&H378
|
6
|
14.1.2.2.2. Input gegevens
|
AS
|
Actie
|
Poort
|
BIT ≠ PIN
|
|
X
|
Limit Switch Min
|
&H379
|
3
|
|
Y
|
Limit Switch Min
|
&H379
|
4
|
|
Z
|
Limit Switch Min
|
&H379
|
5
|
14.1.2.3. Andere parameters
Er zijn ook nog
enkele andere parameters in te stellen naar keuze, deze worden hier niet
besproken.
Zie handleiding (in
bijlage op CD) of help-bestanden van de software.
14.2.
Andere leuke
software
Op internet is
nog verscheidene software te vinden voor G-code (meestal tegen betaling).
Hieronder twee
leuke en gratis te downloaden pakketten.
14.2.1.
DeskEngrave
Met DeskEngrave
kunnen eenvoudig strings in G-code omgezet worden, zonder dat hiervoor een
teken pakket nodig is.
DeskEngrave is
gratis te downloaden op de website van DesKAM (http://www.deskam.com)
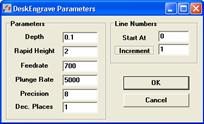
14.2.2.
DeskArt
Met DeskArt kan
je foto’s importeren (BMP, JPEG, GIF, WMF, TIFF).
Zo kan je bijvoorbeeld
een profielfoto van een persoon 3D uitfrezen.
(Eerst wordt de
foto naar grijswaarden omgezet. Afhankelijk van het waardeverschil tussen
zwart/wit zal de freesdiepte geregeld worden.) Hieruit ontstaat het G-code
bestand.
DeskArt is
gratis(althans voor 30 dagen) te downloaden op de website van DesKAM (http://www.deskam.com)
15.
Extra’s
15.1.
Optische
ontkoppeling
15.1.1.
Wat
Een optische
ontkoppeling is zoals de naam het al doet vermoeden een optische scheiding
tussen het ene deel van de schakeling en het andere deel van de schakeling.
Dit heeft als
voordeel dat beide schakelingen niet elektrisch met elkaar in verbinding staan.
Ook wel ‘opto
coupler’ of ‘opto isolator’ genoemd.
Ik gebruik een
optische ontkoppeling om de machine te scheiden van de PC (laptop). Normaal kan
er niet veel fout gaan tijdens het uitwisselen van data (stuurgegevens) tussen
computer en machine. Maar als het fout gaat is in het beste geval de parallelle
interface van de PC kapot en in het slechtste geval heel het moederbord. (Daar
de Parallelepoort van een PC niet kortsluitvast is).
15.1.2.
Hoe

Als de LED brandt,
zal het afgegeven licht op de fotogevoelige transistor vallen.
Hierdoor zal de
transistor in geleiding gaan. Als de transistor niet belicht wordt, zal deze in
sper gaan. Dit alles zit in een IC’tje.
De IC die ik gebruik;
de TLP504-A bezit er zo’n 4 in één behuizing.
15.1.3.
Werking
Om deze
werkingswijze op de parallelle poort toe te passen, moet eerst de pinout van
een parallelle poort even bestudeerd worden. (De pinout is terug te vinden in
de bijlagen.)
Zoals te zien in
de bijlage bevat de LPT poort input en output signaaldraden;
Op de Output poorten worden de LED’s aangesloten.
Op de Input poorten worden de fotogevoelige transistoren
aangesloten.
Net zoals de µC
werkt de LPT poort met logische signalen tussen 0 en 5v DC, dus de principe-
werking is gelijk aan deze van de lichtsluizen.
Uiteraard is er
aan de andere kant (kant van de PC) ook een voeding noodzakelijk, hiervoor is
een 9volt batterij voorzien met een spanningsstabilisator naar 5v.
Een
gemeenschappelijke voeding (dus zonder batterij) zou dom zijn, daar er dan geen
ontkoppeling ontstaat.
15.1.4.
Het schema
|
Schema
(opgebouwd in Multisim)
|
|
|
Opm.: In het
oorspronkelijke schema ben ik vergeten een draad te trekken tussen de GND van
de female SUBD connector en de GND van de 5v voeding (dit is in het rood aangeduid).
Dus op het PCB is dit
opgelost door een draadbrug verbinding !
15.1.5.
De print
|
3D
design van de printplaat (zonder bat houder)
|
Achterkant
van de printplaat
|
|
|
|
15.1.6.
Gebruikte
componenten.
|
Component
|
Waarde
|
Aantal
|
|
Prijs/stuk
|
Totaal
|
|
weerstand
|
390Ω
|
17
|
|
€ 0,10
|
€ 1,70
|
|
weerstand
|
10k Ω
|
17
|
€ 0,10
|
€ 1,70
|
|
photocoupler
|
TLP504-A
|
5
|
€ 1,50
|
€ 7,50
|
|
IC Not poort
|
7404
|
3
|
€ 0,50
|
€ 1,50
|
|
spanningstabilisator
|
7805
|
1
|
€ 0,40 (school)
|
€ 0,40
|
|
batterij
|
9 volt
|
1
|
€ 6,00
|
€ 6,00
|
|
batterijhouder
|
9 volt
|
1
|
€ 2,90
|
€ 2,90
|
|
connector
|
25 SUBD M
|
1
|
€ 0,75 (school)
|
€ 0,75
|
|
connecor
|
25 SUBD F
|
1
|
€ 0,75 (school)
|
€ 0,75
|
|
printkroonsteen
|
2 pins
|
1
|
€ 0,65
|
€ 0,65
|
|
printplaat
|
DZ
|
1
|
|
|
Sub totaal = €
23,85 Printplaatmateriaal wordt op einde gerekend
15.2.
Seriële aansturing
(RS-232)
Bij seriële
communicatie worden de bytes bit voor bit doorgestuurd, dit in tegenstelling met
parallelle communicatie waar ze per byte naar buiten komen.
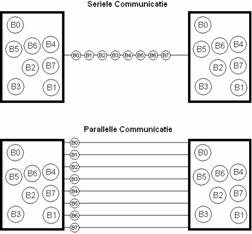
Het voordeel is
dat er minder signaaldraden nodig zijn, omdat de acht bits over één kabel
worden doorgestuurd.
Wat ook
reduceert tot een lagere (koper) kostprijs.
Het nadeel is
dat de data trager verstuurd wordt, omdat er telkens moet gewacht worden tot de
gehele bitjestrein binnen is via dat ene spoor.
Maar dit ‘trager
zijn’ is met de hedendaagse kloksnelheden al heel snel.
De seriële poort
heeft het dus van de parallelle gehaald.
Het USB protocol
(Universal SERIAL Bus) is hiervan de (snellere) opvolger.
Het oudere
RS-232 seriële protocol kan dus met een RS-232 naar USB adapter worden omgezet,
zodat zelfbouwtoepassingen ook op de USB poort werken.
De omzetting van
parallel naar USB kan echter niet. Omdat het besturingssysteem dit herkent als
een virtuele printerpoort, en niet als een LPT poort.
Hierdoor kan de parallelle
bus jammer genoeg niet via USB aangesproken worden.
Zo kwam de vraag
of het mogelijk was de machine serieel te sturen.
15.2.1.
Serieel KCAM 4
In de bestaande
software is seriële communicatie voorzien. (Die eventueel via USB kan werken.)
Deze optie werkt enkel met de controller van de fabrikant; ‘de MaxStepper’.
Men moet dan in het softwarepakket aanvinken dat er met de MaxStepper word gewerkt.
Deze µC kan verkregen worden bij kellyware voor $245 dollar. Wat er in die
controller zit geeft de fabrikant niet vrij.
15.2.1.1. MaxStepper
Dit is wel veel
geld voor een 40pins chipje.
Door in de
software aan te geven dat we met de MaxStepper werken, maar in wezen een
andere computer met de seriële poort verbinden (ipv. de MaxStepper), kan
er gezien worden wat de software zendt naar de µC. (Zie bijlage: De nullmodemkabel)
Normaal kan er
dan op de andere PC een patroon vastgesteld worden voor elke CNC handeling.
Jammer genoeg communiceert
de MaxStepper in twee richtingen met de software. De software kijkt of
de MaxStepper verbonden is. Er gebeurt een connectivity check.
Een
buitenstaander kan echter niet weten hoe hierop gepast te antwoorden, maw.
welke signalen er moeten teruggestuurd worden ter bevestiging van elke
handeling.
Indien we dit
zouden weten, kunnen we zelf het protocol afleiden, en hierop gepast reageren
(om niet te zeggen namaken).
Dus deze optie (seriële communicatie met de MaxStepper) valt uit de boot, en is niet verder onderzocht.
15.2.1.2. Eigen CNC software
Om dan toch
tegemoet te komen om iets serieel te communiceren is er enkel nog maar de
mogelijkheid om zelf een gehele interface + postprocessor te gaan schrijven.
Dit wil zeggen;
·
eigen software op de PC (interface)
Deze moet G-codes
van een tekenpakket of cad-programma kunnen verzamelen, en vervolgens bit per
bit serieel naar de µC doorsturen.
·
Eigen G-code verwerkingssoftware in de µC (PostProcessor)
Deze moet de
ontvangen G-codes bevestigen, en vervolgens de code verwerken tot CNC machine
instructies.
Omdat deze twee
stukken software zó groot en wiskundig complex (parabolische functies, vectorberekeningen; om cirkels, ellipsen
en krommen te frezen) uitvallen is het niet haalbaar om dit als bijkomstig extra-tje
even te schrijven.
(Dit is een
eindwerk op zichzelf)
Wat ik wel nog
geschreven heb is een vereenvoudigde versie om rechte lijnen te frezen.
Dit kan later nog
uitgebreid worden om eventueel krommen te graveren !
Het is dan ook
een extra-tje.
PS: Om alle twijfels te voorkomen: De
machine werkt volledig (alle G-codes) met de bestaande software van KCAM !
15.2.1.2.1. Principe werking tussen interface en postprocessor.
Hieronder is de
onderlinge communicatie tussen interface en postprocessor schematisch weergegeven.
Merk op dat bij werken met de interface (PC) , de post processor (µC) geïnterupteerd
wordt.

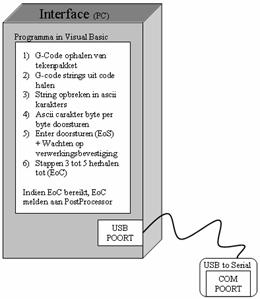
RS-232 Serial
Protocol
Het programma en
de nodige initialisatie voor de seriële poort,
en de seriële interuptverwerking
is terug te vinden in hoofdstuk 12.
 Met Periferie wordt bedoeld: Toutchprint,
LCD-scherm, Lichtsluizen en Stapenmotordrivers
Met Periferie wordt bedoeld: Toutchprint,
LCD-scherm, Lichtsluizen en Stapenmotordrivers

15.2.1.2.2. Interface
De taak van de interface
is code ophalen uit een G-code bestand van een teken pakket, en deze doorsturen
naar de post processor.
Dit doen we met
Visual Basic.
Dit
programmaatje heeft uiteraard niet veel rekenkracht nodig. Het enige wat het
moet doen, is het G-code bestand openen en byte per byte (ASCII) doorsturen
naar de postprocessor, en vervolgens wachten op een verwerkingsbevestiging,
alvorens de volgende code te sturen.
Omdat de
volledige verwerking in de µC (postprocesor) gebeurd, kan dit programma perfect
op de achtergrond draaien, zonder dat de PC hiermee belast wordt.
De code is
hieronder terug te vinden. (Om
de code goed te begrijpen kan men refereren naar het schema op blz. 78.)
|
Interface
geschreven in Visual Basic
|
|
Option
Explicit
'Declare
Sub Sleep Lib "kernel32" (ByVal dwMilliseconds As Long)
Dim
n As Integer
Private
Sub Form_Load()
Dim Bestand As String
Bestand = App.Path
If Right$(Bestand, 1) <> "\" Then Bestand = Bestand &
"\"
Bestand = Bestand & "code.txt"
Text1.Text = Bestand
MSComm1.CommPort = 1
MSComm1.Settings = "57600,n,8,1"
MSComm1.PortOpen = True
MSComm1.DTREnable = False
Sleep (500)
Send_Serial_String ("Serial Interface")
End
Sub
Private
Sub Wacht_Verwerkings_Bevestiging()
Do
Until MSComm1.Input = "v"
DoEvents
Loop
End
Sub
Private
Sub Send_Serial_String(Lijn_Tekst As String)
Dim
i As Integer
Dim
ascii
Label3.Caption = ""
MSComm1.Output = Chr$(13) '== clear LCD
Sleep (2)
For i = 1 To Len(Lijn_Tekst)
ascii
= CStr(Mid(Lijn_Tekst, i, 1))
Label3.Caption
= Label3.Caption + ascii
MSComm1.Output = ascii
Sleep (2)
DoEvents
Next
Label3.Caption = ""
End
Sub
Private
Sub StuurCode_Click()
Dim
Lijn_Nr As Integer
Dim Lijn_Tekst As String
n =
1
'MSComm1.Output = Chr$(13) '== clear LCD
'Sleep (2)
List1.Clear
Lijn_Nr = FreeFile
Open Text1.Text For Input As Lijn_Nr
Do While Not EOF(Lijn_Nr)
Text3.Text
= n
Line Input #Lijn_Nr, Lijn_Tekst
List1.AddItem Lijn_Tekst
Call Send_Serial_String(Lijn_Tekst)
Sleep (400) 'Dan komt de text "In Verwerking..." net iets later op
het LCD (mooier)
MSComm1.Output = Chr$(13) '== einde van de "N. ... ..." string
Sleep (2)
'Label3.Caption = ""
Call Wacht_Verwerkings_Bevestiging
n =
n + 1
'Sleep (20)
Loop
List1.Clear
Send_Serial_String ("Done... Groetjes")
End
Sub
Private
Sub Form_Unload(Cancel As Integer)
MSComm1.PortOpen = False
End
Sub
Private
Sub Text2_Change()
Send_Serial_String (Text2)
End
Sub
Private
Sub X1_Click()
Send_Serial_String ("N X-100 Y0")
MSComm1.Output = Chr$(13) '== einde van de "N. ... ..." string
End
Sub
Private
Sub X2_Click()
Send_Serial_String ("N X100 Y0")
MSComm1.Output = Chr$(13) '== einde van de "N. ... ..." string
End
Sub
Private
Sub Y1_Click()
Send_Serial_String ("N X0 Y100")
MSComm1.Output
= Chr$(13) '== einde van de "N. ... ..." string
End
Sub
Private
Sub Y2_Click()
Send_Serial_String ("N X0 Y-100")
MSComm1.Output
= Chr$(13) '== einde van de "N. ... ..." string
End
Sub
|
15.2.1.2.3. PostProcessor
Zoals eerder vermeld heeft een postprocessor de taak
om de ontvangen G-code van de interface om te zetten in mechanische beweging.
Stel dat we een G-code aanbieden die coördinaten moet
doorlopen zoals in onderstaande figuur. (van A naar B)
Voor de eenvoudigheid stellen we dat tussen één
eenheid (één vakje) 100 stappen liggen, in werkelijkheid is dit niet zo, en
hebben de 3 assen een andere eenheidsstapgrootte.
- Geval 1 en 2
zijn het eenvoudigste:
-
Bij geval 1 zal enkel
motorX 300 stappen naar links moeten nemen.
-
Geval 2 is gelijkaardig
aan geval 1, maar hier is het motorY die moet werken.
- In geval 3 wordt
het moeilijker, hier zitten we met een hoek (richtingscoeficient) en een
verschuiving t.o.v. de oorsprong. Dit wordt dus wel even berekenen… of
toch niet?
Neen: Hiervoor
gaan we eerst even terug naar de “steentijd” van de computertechniek.
In die tijd hadden procesoren nog geen brute
rekenkracht zoals nu. Echter wou men wel rechte lijnen kunnen tekenen op een
monitor (om zo figuren en karakters te maken).
 Zware wiskundige formules voor oa. het
berekenen van een richtingscoëfficiënt, zou te veel rekenkracht vergen. In de
jaren 60 werd voor deze berekening een eenvoudigere methode gevonden door dhr.
Jack Bresenham (Programmeur bij IBM die de grafische routines schreef voor een
grafische kaart).
Zware wiskundige formules voor oa. het
berekenen van een richtingscoëfficiënt, zou te veel rekenkracht vergen. In de
jaren 60 werd voor deze berekening een eenvoudigere methode gevonden door dhr.
Jack Bresenham (Programmeur bij IBM die de grafische routines schreef voor een
grafische kaart).
Later noemde men deze methode “het Bresenham
algoritme”.
Dit Algoritme wordt nu, ruim 40 jaar later nog steeds
gebruikt om grafische LCD’s aan te sturen. (zoals te zien op de foto hiernaast)
15.2.1.2.3.1. Hoe werkt het Bresenham algoritme?
(principe)
Eerst wordt bepaald of de hoek van de te teken lijn groter of
kleiner is dan 45°.
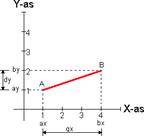 Dit kan eenvoudig door:
Dit kan eenvoudig door:
-
dx = bx – ax
-
dy = by – ay
-
als (dy <= dy) dan
zitten we onder de 45°
als (dy > dx) dan zitten we boven de 45°
Vervolgens
worden de X waarden (X-as) doorlopen. Bij elke X-waarde wordt gekeken of de
Y-waarde verhoogd moet worden tov. de vorige waarde. (de Y-waarde wordt pas verhoogd als de afwijking
tussen de berekende Y-waarde en de te tekenen pixel groter geworden is dan ½
pixel.)
Ook wordt de oriëntatie van de lijn bepaald om te
kijken of de Y waarden moeten worden bijgeteld of afgetrokken. (zo kan men ook
in de andere kwadranten een lijn gaan tekenen.)
Dit doet men door te controleren van: (dx < 0)
en/of (dy < 0)
Opm.: Boven de 45° geld hetzelfde
principe, enkel is het nu nauwkeuriger om de Y waarden te doorlopen, en de X
waarden te verhogen/verlagen.
Dit principe
gebruikte ik (mits een beetje
aanpassing) om rechte lijnen te kunnen graveren…
Het geschreven
programma is terug te vinden in hoofdstuk 12.